表 C1—3技 术 交 底 记 录 工程名称XX 市文博馆工程分部工程装饰装修工程分项工程名称建筑节能分部:幕墙节能工程日 期2010 年 3 月 7 日交底内容: 幕墙节能工程技术交底一、幕墙节能概况外窗玻璃幕墙采纳 6+12+6 中空玻璃,镀膜中空玻璃应用于玻璃幕墙保温,钢管鱼腹式点支、钢绞线拉索式点支玻璃幕墙、隐框玻璃幕墙,用中空玻璃和低辐射玻璃,共计面积5297
中空玻璃采纳两片或多片玻璃组合而成,玻璃与玻璃之间的空间与外界用密封胶隔绝,里面是空气或其他特别气体
施工时注意控制中空玻璃的间隙距离
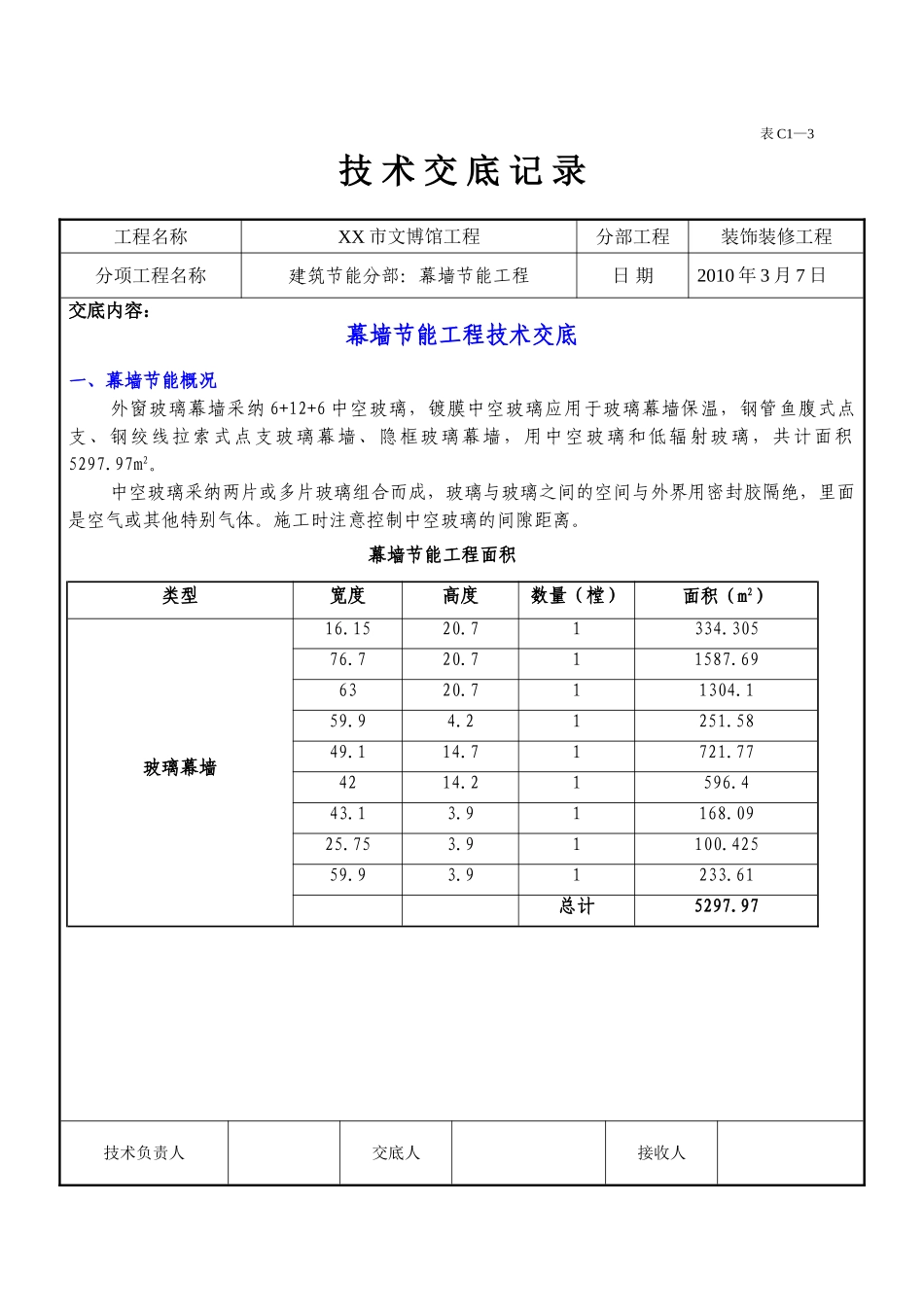
幕墙节能工程面积类型宽度高度数量(樘)面积(m2)玻璃幕墙16
711587
696320
711304
774214
61 总计5297
97技术负责人交底人接收人表 C1—3技 术 交 底 记 录 工程名称XX 市文博馆工程分部工程装饰装修工程分项工程名称建筑节能分部:幕墙节能工程日 期2010 年 3 月 7 日交底内容: 幕墙节能工程技术交底二、幕墙加工制作方法及施工工艺幕墙加工制作是指组成幕墙的构件的加工制作
各构件均在工厂内加工完成,运到现场后进行组装和安装
各构件加工制作方法及工艺说明如下:预埋件、连接件制作、加工及工艺(一)预埋件采纳钢板及锚筋加工,当连接件与钢板相焊接时采纳与钢板相同的材质
(二)放样:放样、切割、制作、验收所用的钢卷尺等测量工具必须经市级以上计量单位检验合格
所有预埋件、连接件应按细化设计图纸及制造工艺的要求,进行手工或计算机放样
放样检验合格后,按工艺要求制作必要的角度、槽口、制作样板
(三)切割:钢板的切割,应根据放样图及数控切割下