某钢结构厂房焊接检验及管理方案施工焊接工艺介绍:本工程部分对角焊接焊封要求达到二级
采纳合理的焊接工艺控制焊接变形,是本工程的技术难点
本工程吊装方案及测量方案将直接影响工程质量、工期、安全
因此,选择经济、可靠、具有可操作性的吊装方案、测量方案就显得尤为重要
钢柱、梁的安装、校正及安装的整体稳定,是本工程施工首先出现的重点
特别是钢柱柱脚连接分为刚接和铰接两种连接工艺,所以现场钢柱吊装柱脚处理将是本次工程施工的最大难点
工程采纳材料:主钢结构钢架、吊车梁为 Q345 型钢材、次钢结构檩条为 Q235 型钢材、高强度螺栓选用 10
1 焊接施工中质量管理1
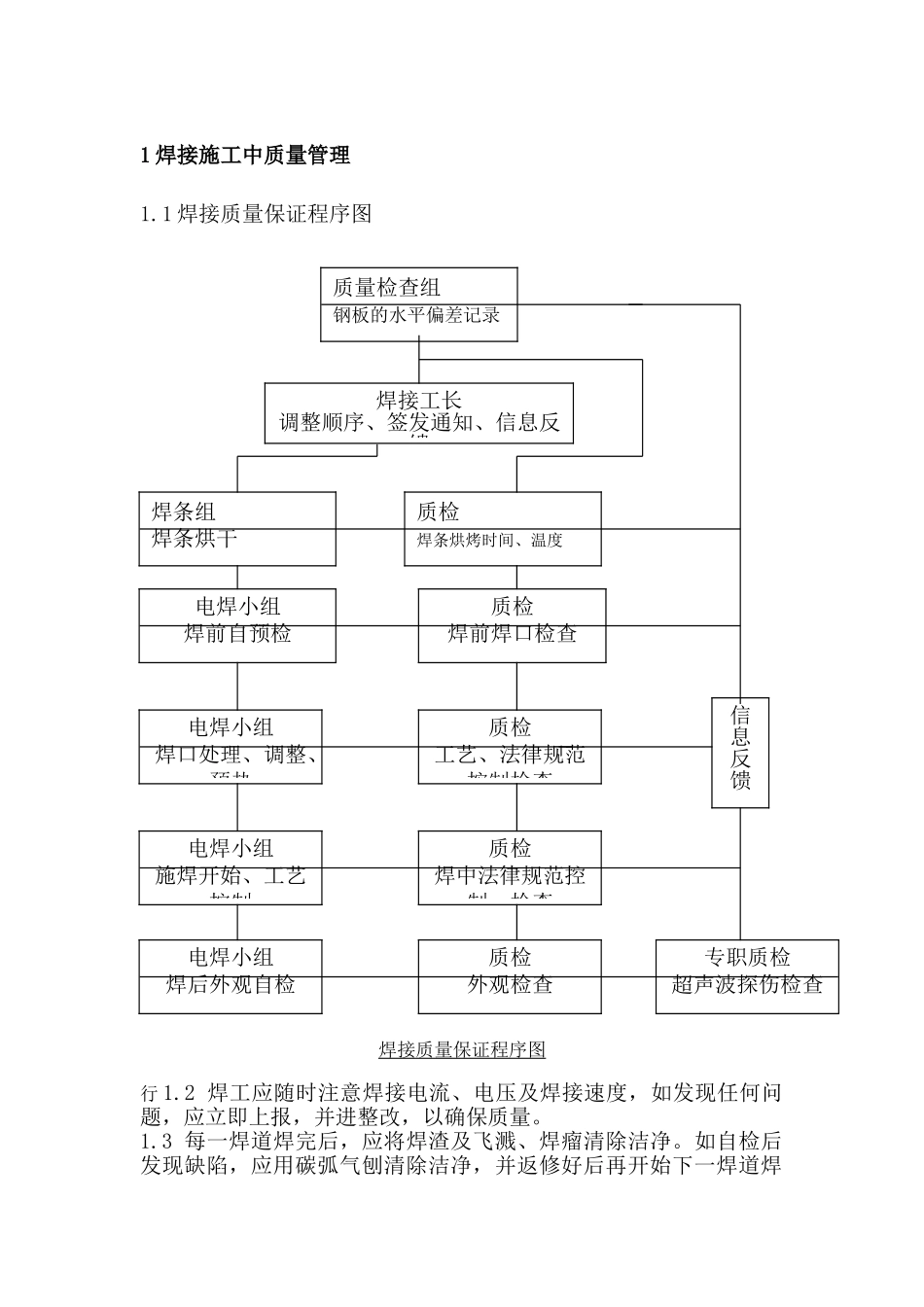
1 焊接质量保证程序图焊接质量保证程序图行 1
2 焊工应随时注意焊接电流、电压及焊接速度,如发现任何问题,应立即上报,并进整改,以确保质量
3 每一焊道焊完后,应将焊渣及飞溅、焊瘤清除洁净
如自检后发现缺陷,应用碳弧气刨清除洁净,并返修好后再开始下一焊道焊焊接工长调整顺序、签发通知、信息反馈电焊小组焊口处理、调整、预热质检工艺、法律规范控制检查电焊小组施焊开始、工艺控制质检焊中法律规范控制、检查电焊小组焊后外观自检质检外观检查专职质检超声波探伤检查信息反馈质量检查组钢板的水平偏差记录焊条组焊条烘干质检焊条烘烤时间、温度电焊小组焊前自预检质检焊前焊口检查接
4 中断后焊缝重新焊接,应按规定工艺方法重新开始,并且直至焊完,不得中止
5 焊接过程中应控制层间温度,对于 Q345 钢材,其层间温度应控制在 150oC 以下
6 焊接完成后,焊工应记录完成日期,并提交焊接工长以作记录
2 焊接检查2
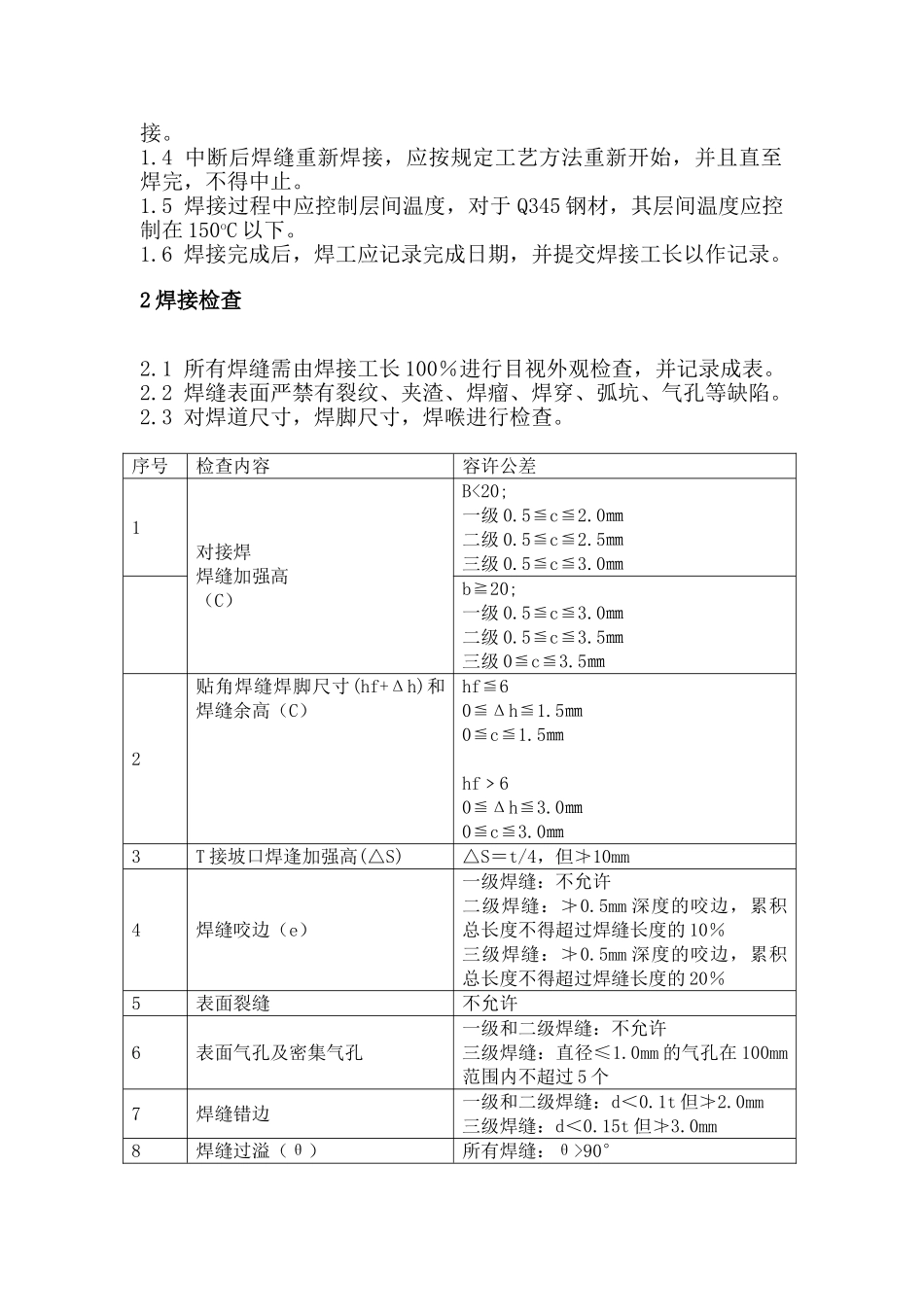
1 所有焊缝需由焊接工长 100%进行目视外观检查,并记录成表
2 焊缝表面严禁有裂纹、夹渣、焊瘤、焊穿、弧坑、气孔等缺陷
3 对焊道尺寸,焊脚尺寸,焊喉进行检查
序号检查内容容许公差1对接焊焊缝加强