1 目的为控制公司产品用车轮的制造质量,确保公司产品用车轮符合设计及使用要求,特制定本法律规范
2 范围本法律规范适用于公司产品用车轮的质量控制
3 定义产品用车轮——指用在公司物料输送设备、起重设备等产品上的毛坯为铸钢件或锻钢件的圆柱形轮类零件
1 技术工艺部负责将本法律规范的相关要求体现在车轮零件制造工艺文件中,并进行过程管理,同时编制《车轮制造技术协议》明确产品技术质量要求
2 品质管理部负责按本法律规范要求进行车轮零件的质量控制与管理
3 物流管理部负责向相关外协供方沟通和说明本法律规范的要求,并协调外协供方严格根据实施
5 控制要求车轮原则上由外协厂成品供货
1 供方资质控制5
1 车轮零件的外协供方必须有与公司产品同类的车轮零件制造、加工经验,质量保证声誉良好,且经公司供方现场评审合格
2 外协供方在进行车轮零件的制造中,假如铸件、锻件、热处理工序需要外协制作,该三个工序的外协方必须经泰富重工组织进行评审认可
2 外协制作过程控制5
1 车轮零件原材料铸钢件应符合 JB-T5000
6-2025 《重型机械通用技术条件铸钢件》的规定,锻件应符合 JB-T5000
8-2025 《重型机械通用技术条件锻件》的规定
供方需提供符合要求的材质证明资料
2 车轮踏面尺寸偏差应为 GB/T1801 规定的 h9 级精度
3 基准面(端面上加工深为 1
5㎜的沟槽作标记)对车轴中心线的端面圆跳动应为 GB/T1184 规定的 9 级精度
4 首次供货或批量生产时必须制作试块或对样品车轮进行破坏性试验,以验证有效硬化层深度等技术工艺指标,并得到泰富品质管理部认可后才能进行产品后续生产
5 车轮上不得有裂纹,踏面和轮缘内侧面不得有影响应用性能的缺陷,裂纹与缺陷也不应焊补
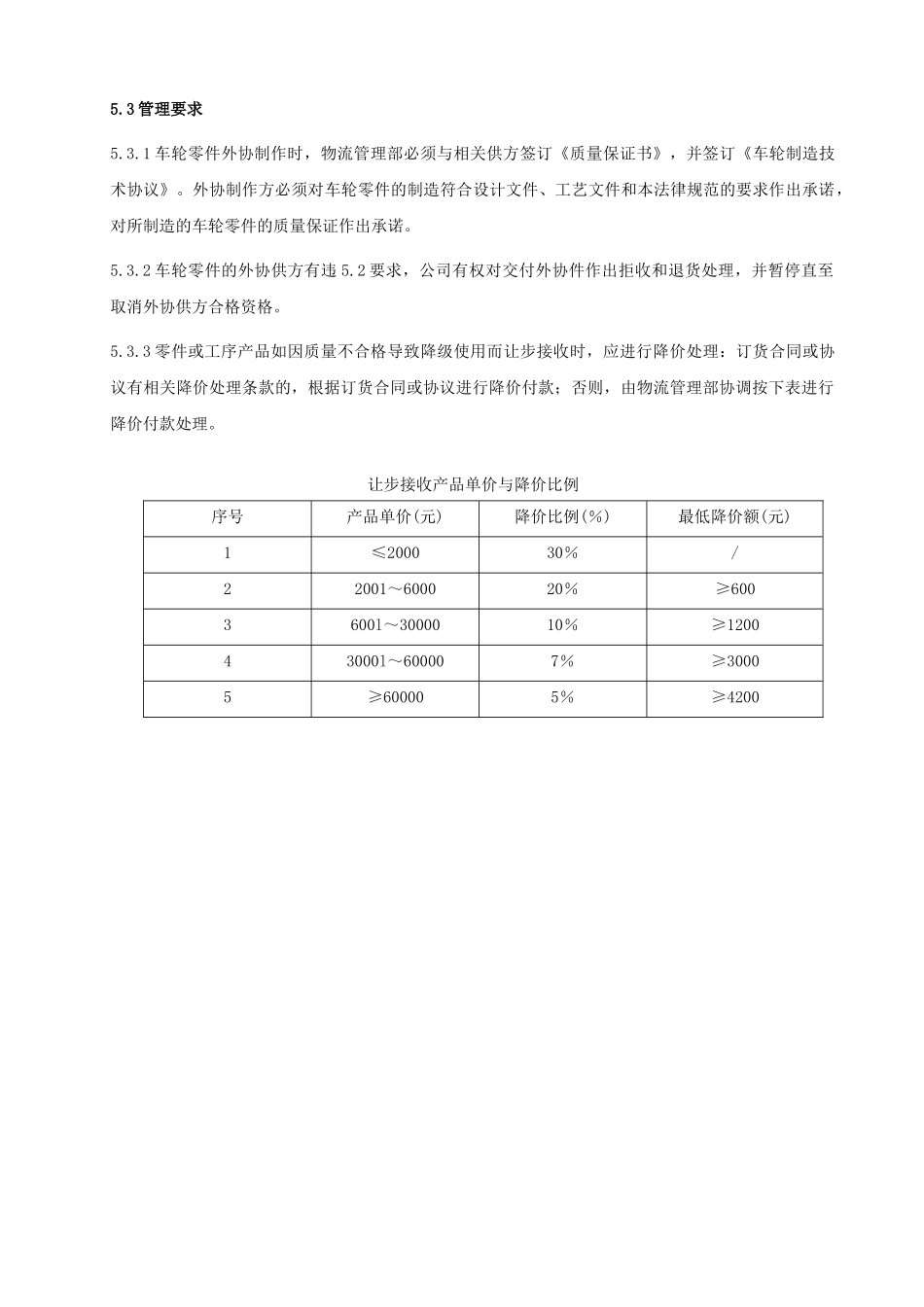
6 车轮内部质量5