钢筋剥肋滚轧直螺纹连接施工技术总结1、概述本工程主体结构类型为框支剪力墙结构和型钢混凝土复合结构,地下一层,地上四层
建筑面积为60808m2
建筑抗震设防类别为丙类,结构安全等级为二级,设计抗震烈度为 7 度,主体结构设计合理使用年限为五十年
结构受力钢筋采纳Ⅰ、Ⅱ、Ⅲ级钢筋,由于滚轧直螺纹连接技术具有接头强度高,抗疲劳性能好,施工操作简便,连接速度快,质量稳定可靠,检验直观等诸多优点
因此本工程中结构受力钢筋直径大于 22 的二级钢筋和直径不小于 16 的三级钢筋全部采纳滚轧直螺纹连接
主要采纳部位:承台,基础梁纵筋,各层梁柱纵筋
2、施工工艺钢筋下料 钢筋端面平头 剥肋滚轧螺纹 丝头质量检查 带帽保护 钢筋就位 钢筋连接(作标记) 自检、互检 监理验收
3、剥肋滚轧直螺纹连接钢筋加工(1) 参加剥肋滚轧直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上岗操作
(2) 钢筋丝头加工之前,要认真核对钢筋的直径、长度和料单是否一致,并确定所加工钢筋是一头套丝还是两头套丝,是否便径
(3) 钢筋应先调直再加工,切口端面宜与钢筋轴线垂直
端头弯曲、马蹄严重的应切去,宜采纳砂轮切割机或其他专用切断设备,严禁气割
(4) 按钢筋规格所对应的尺寸,调整好剥肋刀具的位置以及调整剥肋挡块及滚轧行程开关位置,保证剥肋段的直径及滚轧螺纹的长度符合规定
(5) 加工丝头时,应采纳水溶性切削液,当气温低于0℃时,应掺入 15~20%亚硝酸钠
严禁用机油做切削液或不加切削液加工丝头
(6) 操作工人应按要求检查丝头的加工质量,每加工10 个丝头用通、止环规检查一次,并剔除不合格丝头
(7) 检验合格的丝头应加以保护,在其端头加带保护帽或套筒拧紧,按规格分类堆放整齐,待用
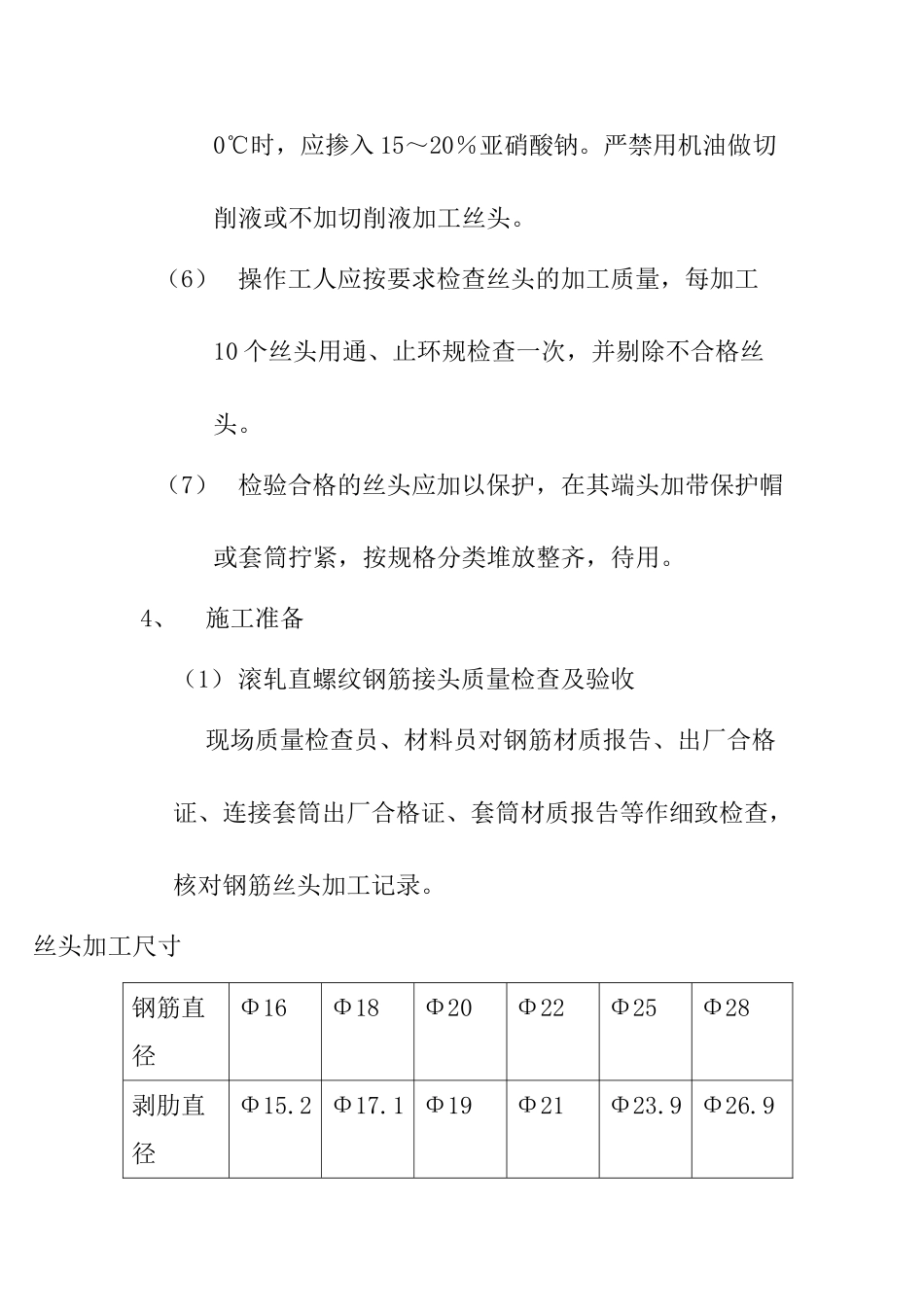
4、施工准备(1)滚轧直螺纹钢筋接头质量检查及验收现场质量检查员、材料员对钢筋材质报告、出厂合格证、连接套筒出厂合格证