长春某会展中心钢网架质量检验计划1、现场组织管理1
1 组织各单元网架部件进场、堆放,组织满堂红脚手架和安装平台的搭设
2 设专人进行网架各分部几何尺寸检查、验收,设专人进行调整
3 设专人网架进行油漆涂刷
2、 质量要求和保证质量的措施2
1 质量目标2
1 网架部件制作质量目标:全部达到优良
焊接球及杆件制作后,设专职检查员逐件检验合格后方可运至施工现场
全部达到优良
2 网架安装质量目标:必须达到优良
网架安装过程严格遵守技术方案中所规定的安装方法,网架安装时应分段进行标高检测,由检查员检查焊口质量及网架各单元格的几何尺寸
网架整体安装完毕应按法律规范要求对网架进行检测,填写质量评定表
2 为达到预定的质量目标,应实行以下措施:2
1 在网架制作前,应对钢管(材质为 Q235)、钢球(材质为 45#钢)及所有用到的零部件进行复检,供应科应提供产品合格证,并进行材质化验,提供化验报告,经复验合格后方可下料
如有下列情况或无产品合格证或无化验合格报告时:钢管弯曲;钢管原材料局部有接口;钢球有裂纹
不准作为网架的结构
2 杆件在下料时要打磨好外坡口,处理好杆件内口处的毛边和焊疤
杆件与焊接球之间焊接时的焊条应为 J422 焊条且焊条必需经过烘干才能使用
3 焊缝应符合标准 GB50205-95 中的规定,焊缝质量等级为二级
4 球加工完毕后,要对钢球进行最大螺栓孔拉力强度试验,合格后方可用于网架的安装
5 为控制网架最终标高,安装时,应分部对网架标高进行检测,具体的检测位置及各位置的标高值通过施工图可知
6 为保证安装精度,在网架安装时,采纳水准仪对各非支座下弦球千斤顶上平面进行超平,避开产生过大误差
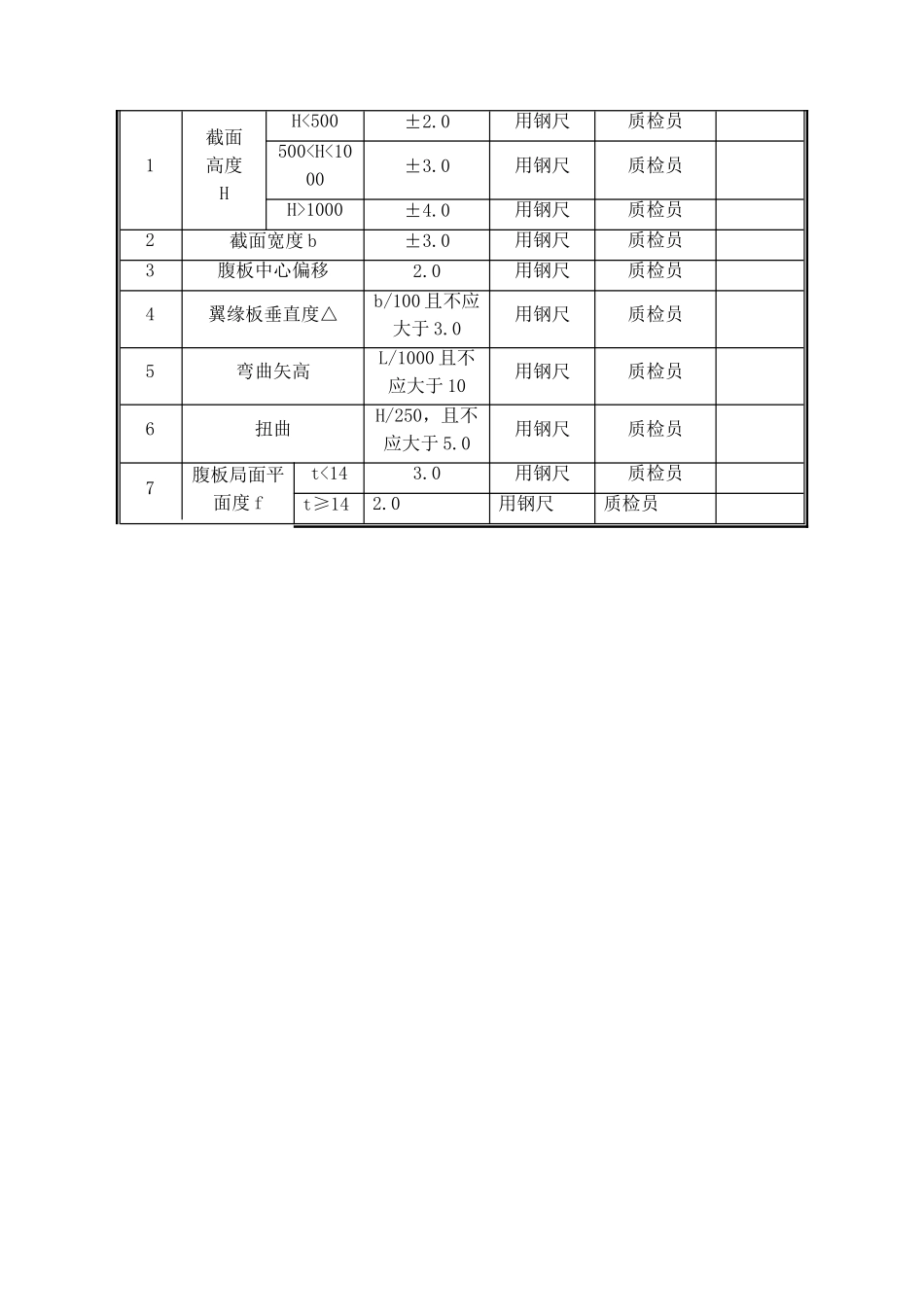
7 焊接 H 型钢允许偏差序号检验项目检验标准(mm)检验方法负责人备注1截面高度HH