2025 年江苏省职业学校技能大赛焊工项目技术文件1、竞赛内容与方式(1)理论知识竞赛内容:《焊工工艺学》(机械工业出版社 2025 出版的技工学校机械类通用教材,书号:isbn978—7—111—03551-0)所包括的知识
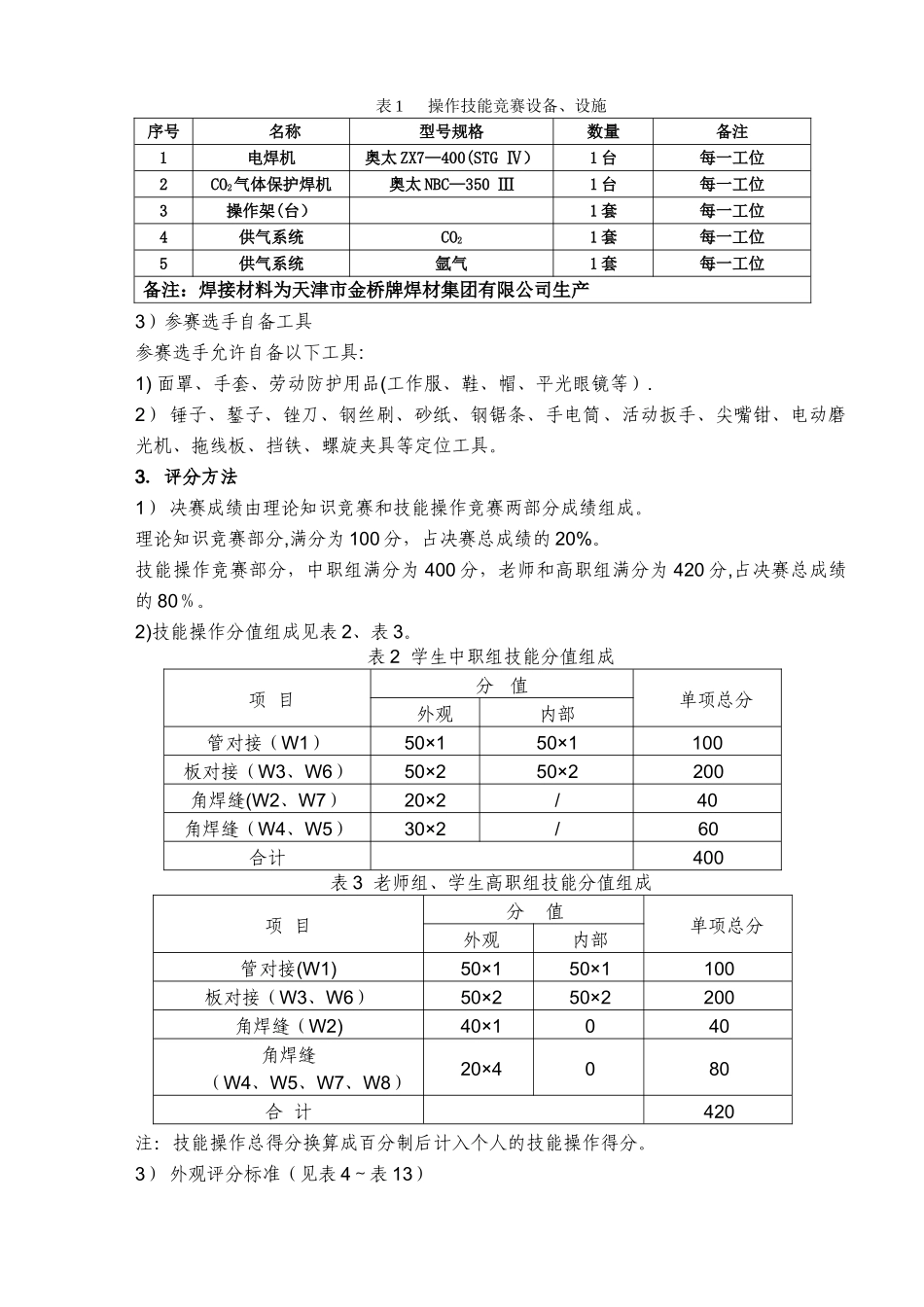
机考时间为 60 分钟,题目类型为单选题、多选题、推断题,占竞赛总成绩的 20%;(2)操作技能竞赛内容:按图纸要求进行三个试件的装配和焊接,接头形式、焊接方法、焊材要求见图纸及附件中技术要求,中职组时间为 220 分钟,高职和老师组时间为 240 分钟,占竞赛总成绩的 80%
(3)焊工焊接技术要求① 试件组对定位焊要求规定如下:-试件组对时的对接焊缝点固焊均应采纳与正式焊接相同的焊接方法和焊接材料
—板材对接焊试件定位焊在坡口内的两端,定位焊每段长≤20mm,对接板两端不允许加引弧板和引出板;角焊缝可在背面点焊,点焊数均分三点,每段长度≤20mm
-管子对接焊试件的定位焊在正面坡口内,定位焊数不得超过二点,每段长度≤10mm
定位焊不准在仰焊位置(即 5~7 点钟位置)
-装配点焊时可以使用挡铁、螺旋夹具等定位工具,但不得使用装配模具;正式焊接开始后,禁止使用定位工具; —组对时,试件的间隙、钝边、反变形均由参赛选手自定
③ 试件焊接时的试件上端高度不得超过 1
2m,焊接过程中不准取下和移动或任意改变焊接位置
④ 试件的焊接方向作如下规定:-板材对接焊采纳一个方向焊接,不得由中间向两端焊或由两端向中间焊,立焊位置自下而上焊接;所有层数的焊接方向要一致;-管子对接水平固定焊采纳两半圆自下而上焊接;垂直固定焊的焊接方向不作规定;-开始焊接后不可改变试件的水平位置和高度及横向转动
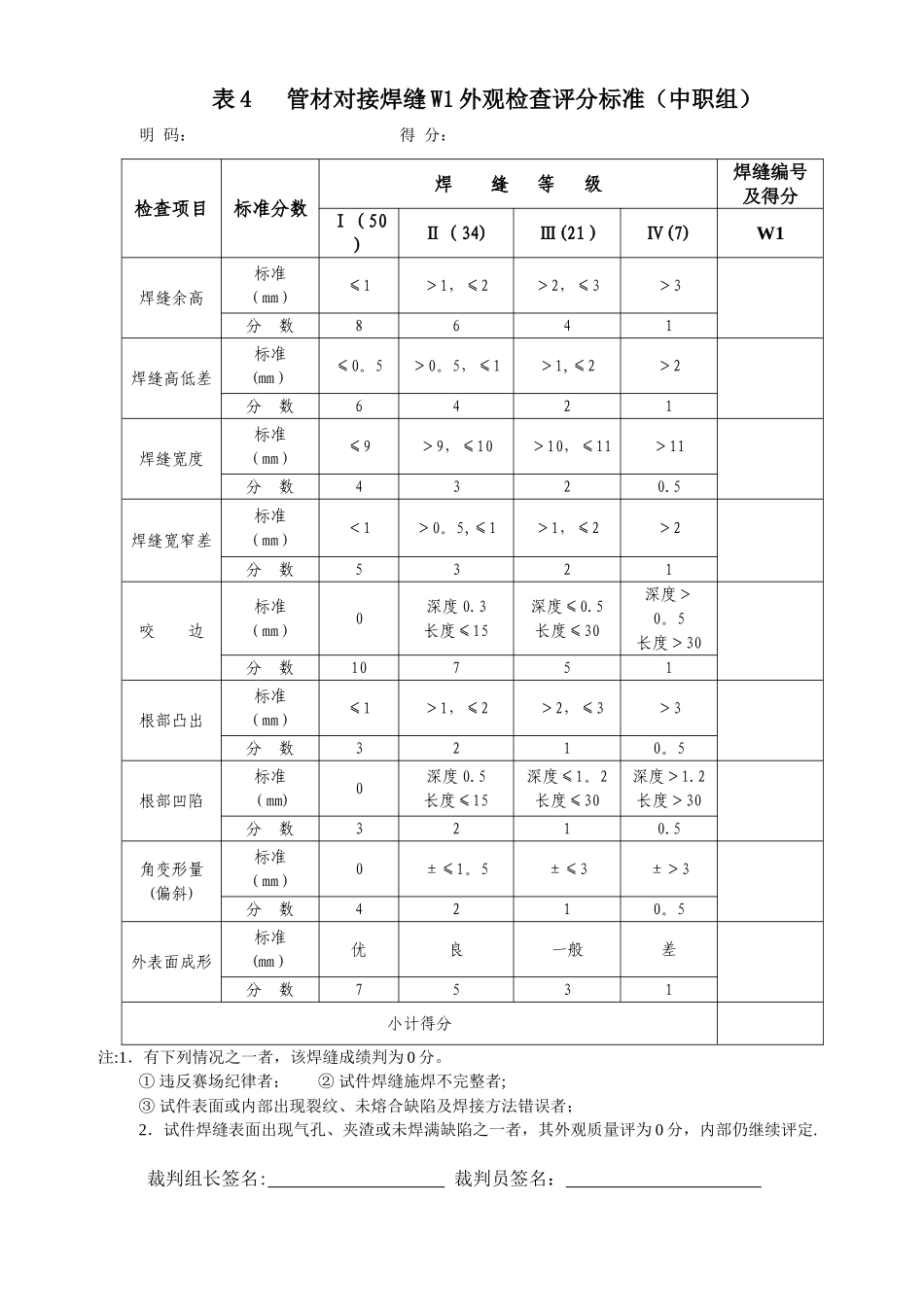
⑤ 试件的检验要求:—板材:正反面外观检查焊缝全长(但两端各 20mm 焊缝不评分);对接焊缝内部100%X 射线拍片检查(去除两端各 20mm 焊缝)
—管材:焊缝正面