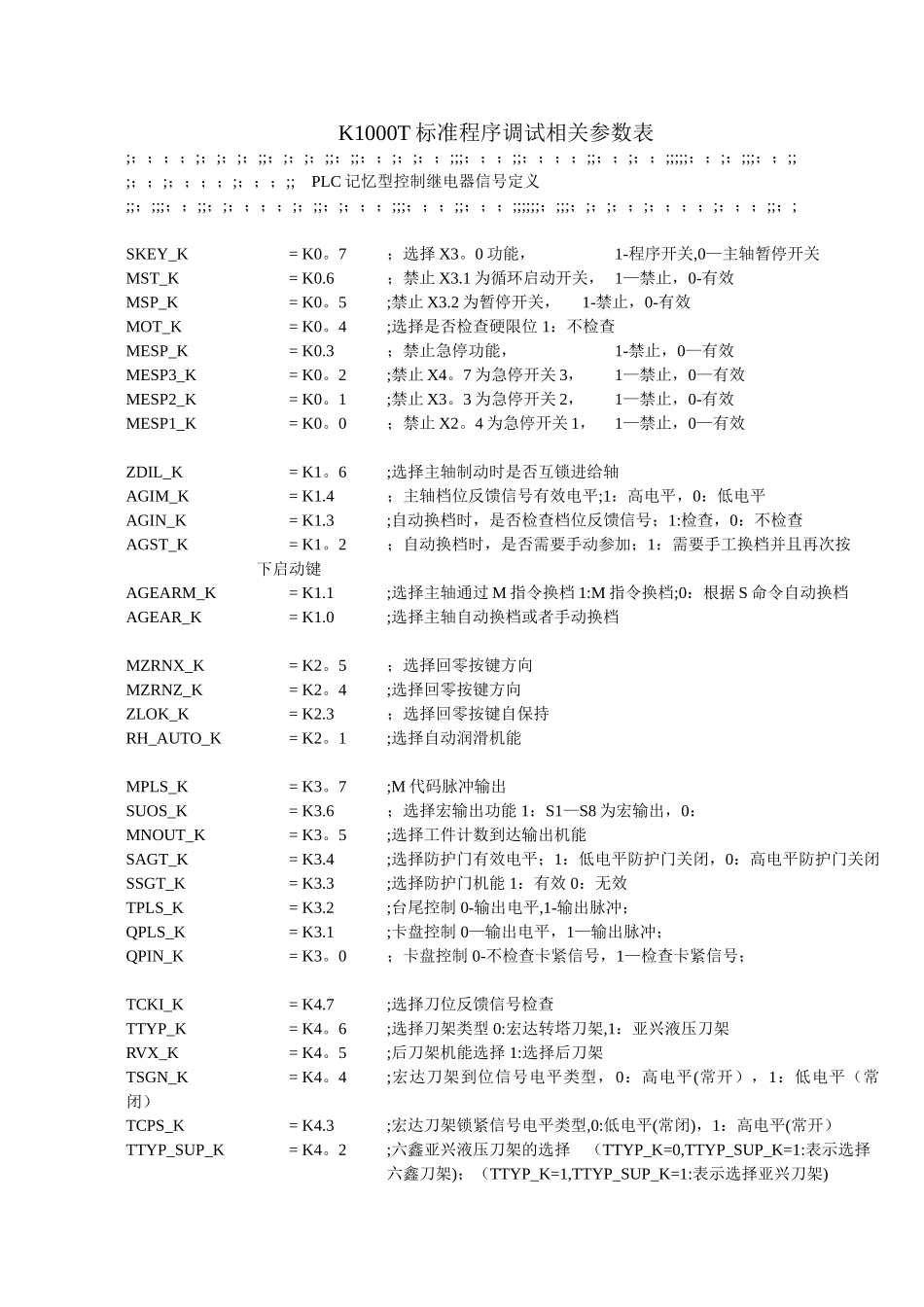
K1000T 标准程序调试相关参数表;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;; PLC 记忆型控制继电器信号定义;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;SKEY_K= K0
7;选择 X3
0 功能,1-程序开关,0—主轴暂停开关MST_K= K0
6;禁止 X3
1 为循环启动开关, 1—禁止,0-有效MSP_K= K0
5;禁止 X3
2 为暂停开关,1-禁止,0-有效MOT_K= K0
4;选择是否检查硬限位 1:不检查MESP_K= K0
3;禁止急停功能,1-禁止,0—有效MESP3_K= K0
2;禁止 X4
7 为急停开关 3,1—禁止,0—有效MESP2_K= K0
1;禁止 X3
3 为急停开关 2,1—禁止,0-有效MESP1_K= K0
0;禁止 X2
4 为急停开关 1,1—禁止,0—有效ZDIL_K= K1
6;选择主轴制动时是否互锁进给轴AGIM_K= K1
4;主轴档位反馈信号有效电平;1:高电平,0:低电平AGIN_K= K1
3;自动换档时,是否检查档位反馈信号;1:检查,0:不检查AGST_K= K1
2;自动换档时,是否需要手动参加;1:需要手工换档并且再次按 下启动键AGEARM_K= K1
1;选择主轴通过 M 指令换档 1:M 指令换档;0:根据 S 命令自动换档 AGEAR_K= K1
0;选择主轴自动换档或者手动换档MZRNX_K= K2
5;选择回零按键方向MZRNZ_K= K2
4;选择回零按键方向ZLOK_K= K2
3;选择回零按键自保持RH_AUTO_K= K2
1;选择自动润滑机能MPLS_K= K3