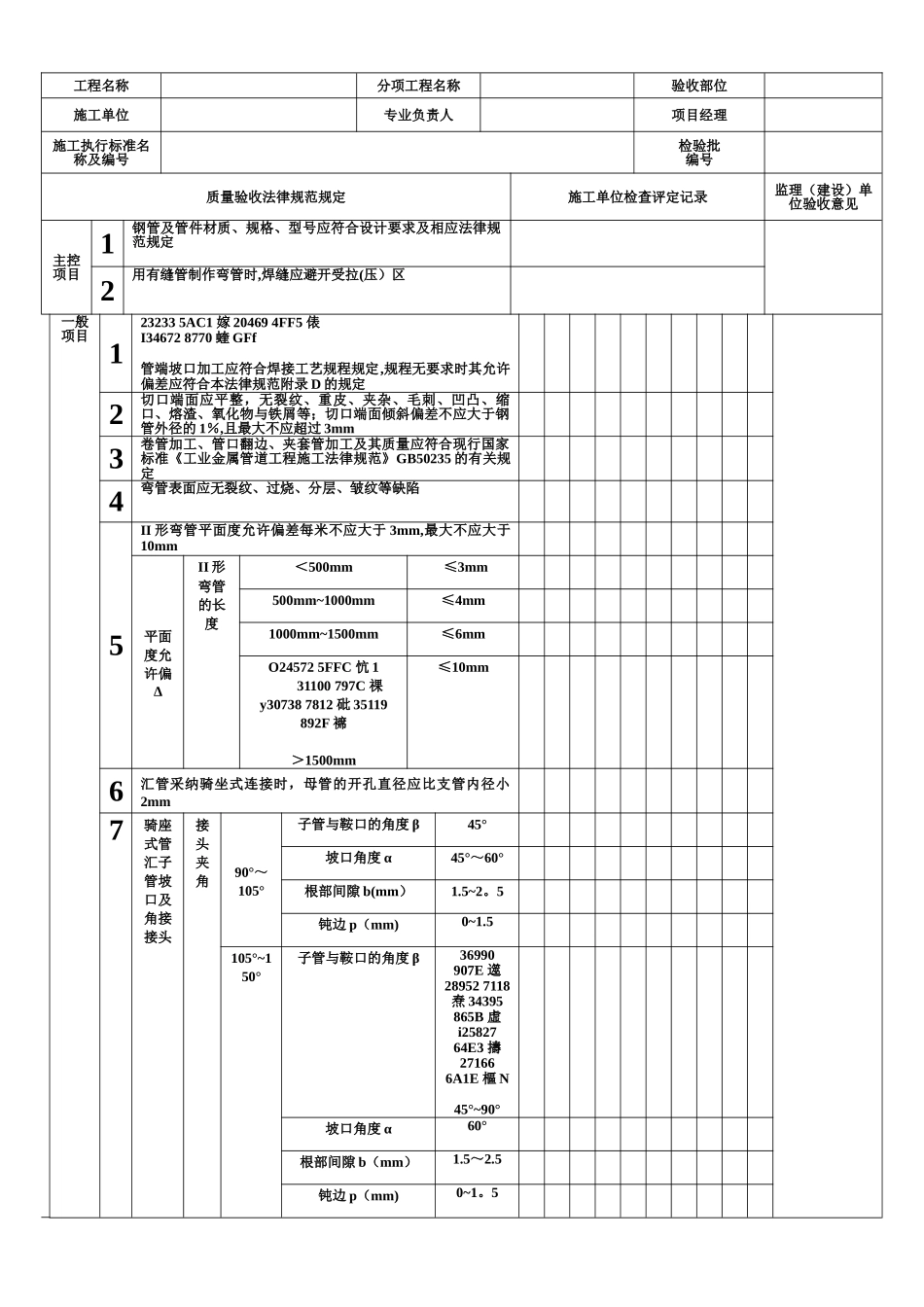
1 钢管下料和管件加工检验批质量验收记录表工程名称分项工程名称验收部位施工单位专业负责人项目经理施工执行标准名称及编号检验批编号质量验收法律规范规定施工单位检查评定记录监理(建设)单位验收意见主控项目1钢管及管件材质、规格、型号应符合设计要求及相应法律规范规定2用有缝管制作弯管时,焊缝应避开受拉(压)区一般项目 123233 5AC1 嫁 20469 4FF5 俵I34672 8770 蝰 GFf管端坡口加工应符合焊接工艺规程规定,规程无要求时其允许偏差应符合本法律规范附录 D 的规定2切口端面应平整,无裂纹、重皮、夹杂、毛刺、凹凸、缩口、熔渣、氧化物与铁屑等;切口端面倾斜偏差不应大于钢管外径的 1%,且最大不应超过 3mm3卷管加工、管口翻边、夹套管加工及其质量应符合现行国家标准《工业金属管道工程施工法律规范》GB50235 的有关规定4弯管表面应无裂纹、过烧、分层、皱纹等缺陷5II 形弯管平面度允许偏差每米不应大于 3mm,最大不应大于10mm平面度允许偏ΔII 形弯管的长度<500mm≤3mm500mm~1000mm≤4mm1000mm~1500mm≤6mmO24572 5FFC 忼 131100 797C 祼y30738 7812 砒 35119 892F 褯>1500mm≤10mm6汇管采纳骑坐式连接时,母管的开孔直径应比支管内径小2mm7骑座式管汇子管坡口及角接接头接头夹角90°~105°子管与鞍口的角度 β45°坡口角度 α45°~60°根部间隙 b(mm)1
5钝边 p(mm)0~1
5105°~150°子管与鞍口的角度 β36990 907E 遾28952 7118 焘 34395 865B 虛i25827 64E3 擣27166 6A1E 樞 N45°~90°坡口角度 α60°根部间隙 b(mm)1
5钝边 p(mm)0~1