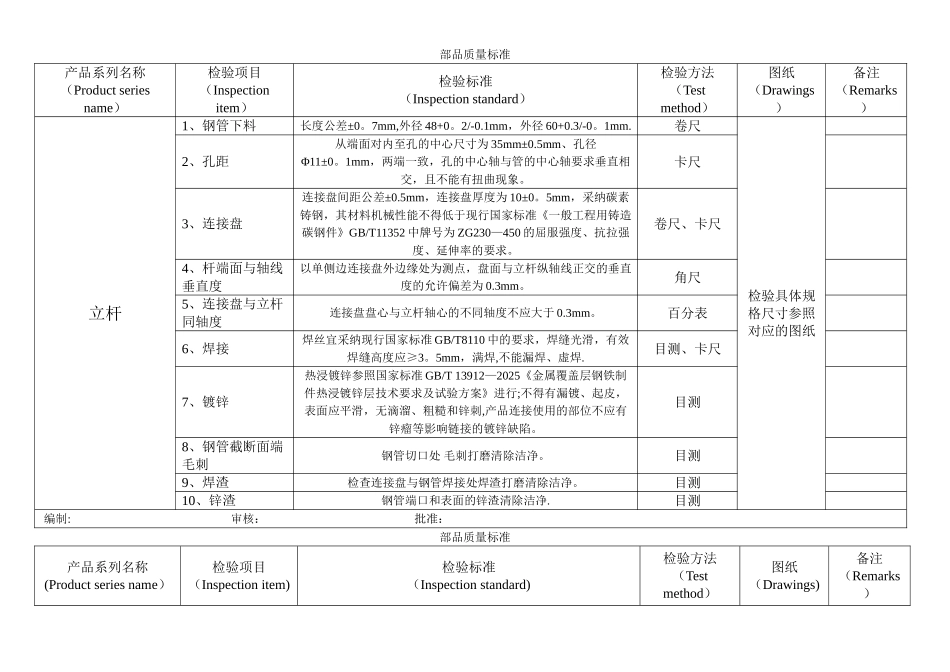
部品质量标准产品系列名称 (Product series name)检验项目(Inspection item)检验标准(Inspection standard)检验方法 (Test method)图纸(Drawings)备注(Remarks)立杆1、钢管下料长度公差±0
7mm,外径 48+0
1mm,外径 60+0
卷尺检验具体规格尺寸参照对应的图纸2、孔距从端面对内至孔的中心尺寸为 35mm±0
5mm、孔径Φ11±0
1mm,两端一致,孔的中心轴与管的中心轴要求垂直相交,且不能有扭曲现象
卡尺3、连接盘连接盘间距公差±0
5mm,连接盘厚度为 10±0
5mm,采纳碳素铸钢,其材料机械性能不得低于现行国家标准《一般工程用铸造碳钢件》GB/T11352 中牌号为 ZG230—450 的屈服强度、抗拉强度、延伸率的要求
卷尺、卡尺4、杆端面与轴线垂直度以单侧边连接盘外边缘处为测点,盘面与立杆纵轴线正交的垂直度的允许偏差为 0
角尺5、连接盘与立杆同轴度连接盘盘心与立杆轴心的不同轴度不应大于 0
百分表6、焊接焊丝宜采纳现行国家标准 GB/T8110 中的要求,焊缝光滑,有效焊缝高度应≥3
5mm,满焊,不能漏焊、虚焊
目测、卡尺7、镀锌热浸镀锌参照国家标准 GB/T 13912—2025《金属覆盖层钢铁制件热浸镀锌层技术要求及试验方案》进行;不得有漏镀、起皮,表面应平滑,无滴溜、粗糙和锌刺,产品连接使用的部位不应有锌瘤等影响链接的镀锌缺陷
目测8、钢管截断面端毛刺钢管切口处 毛刺打磨清除洁净
目测9、焊渣检查连接盘与钢管焊接处焊渣打磨清除洁净
目测10、锌渣钢管端口和表面的锌渣清除洁净
目测 编制: 审核: 批准:部品质量标准产品系列名称 (Product series name)检验项目(Inspection item)检验标