冲压件生产过程质量控制管理办法1 目的通过对冲压件生产过程中的工序产品、成品质量的控制,确保不合格的产品不转序,进而保证冲压件质量
2 范围本办法适用于冲压生产过程中及库存产品质量控制
3 工作程序3
1 生产过程产品的检验控制3
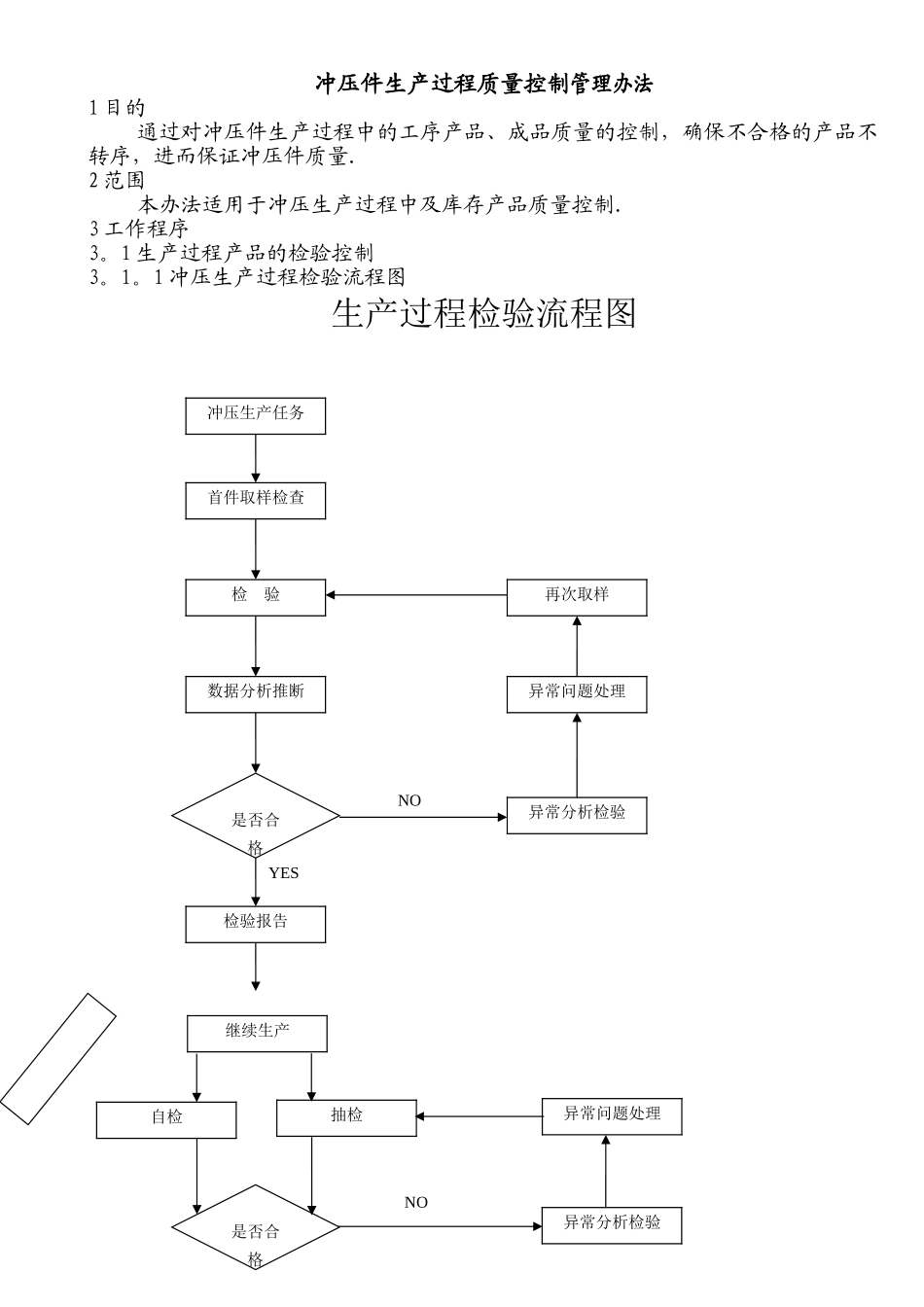
1 冲压生产过程检验流程图生产过程检验流程图冲压生产任务首件取样检查检 验数据分析推断再次取样异常问题处理异常分析检验是否合格检验报告抽检是否合格异常分析检验异常问题处理NOYESNO继续生产自检3
2 下料检验程序3
1 操作者按产品图纸和工序流程卡开卷下料,并自检材料种类、牌号、外观质量和工艺要求尺寸,自检合格后交专职质检员进行首件检验
2 专职质检员按产品图纸和工序流程卡进行首件检验,并填写“首件检验记录单”
首件合格后,方可进行批量生产
3 下料批量生产过程中操作者应随时自检,防止定尺、定位移动造成批量不合格品
4 下料批量生产过程中专职质检员定时进行巡回抽检,填写“巡检检验记录单”
巡回检验合格,操作者方可继续生产
5 每道工序下料完成后,专职质检员应进行完工检验,并填写“检验记录单”,检验合格后专职质检员在该批转出产品的工序流程卡上签字,并填写不合格品数量、日期
6 生产部只可对经检验合格的下料产品转入冲压生产
3 冲压生产过程检验控制4
1 技术质量部负责向模具调整工和冲压操作工提供冲压图纸
2 模具调整工和冲压操作工对所加工的产品需掌握工艺要求和冲压件关键尺寸
3 模具调整工对设备和模具进行安装调整
必须在对设备的滑块工作行程、缓冲垫的压力、模具的闭合高度调整到位后方可试生产,冲压件自检合格后交专职质检员进行首件检验
4 质检员要严格按图纸、工序流程卡、检具、样件进行首件检验,检验合格后,做首件合格标识,