实验报告实验名称:加工误差的统计分析一
实验目的 通过检测工件尺寸,计算并画出直方图,分析误差性质,理解影响加工误差的因素
掌握加工误差统计分析的基本原理和方法
主要实验仪器及材料 游标卡尺;工件 N 件
实验步骤 1
测量各工件上指定尺寸 x,并按测量顺序记录如下2
计算尺寸分散范围 R: 由于随机误差和变值系统误差的存在,零件加工尺寸的实际值各不相同,这种现象称为尺寸分散
样本尺寸的最大值 Xmax 与最小值 Xmin 之差,称为分散范围
R= Xmax—Xmin=3
分组并计算组距△x: 将样本尺寸按大小顺序排列,分成 k 组,则组距为: △x =R/k
分组数 k 一般取为 7
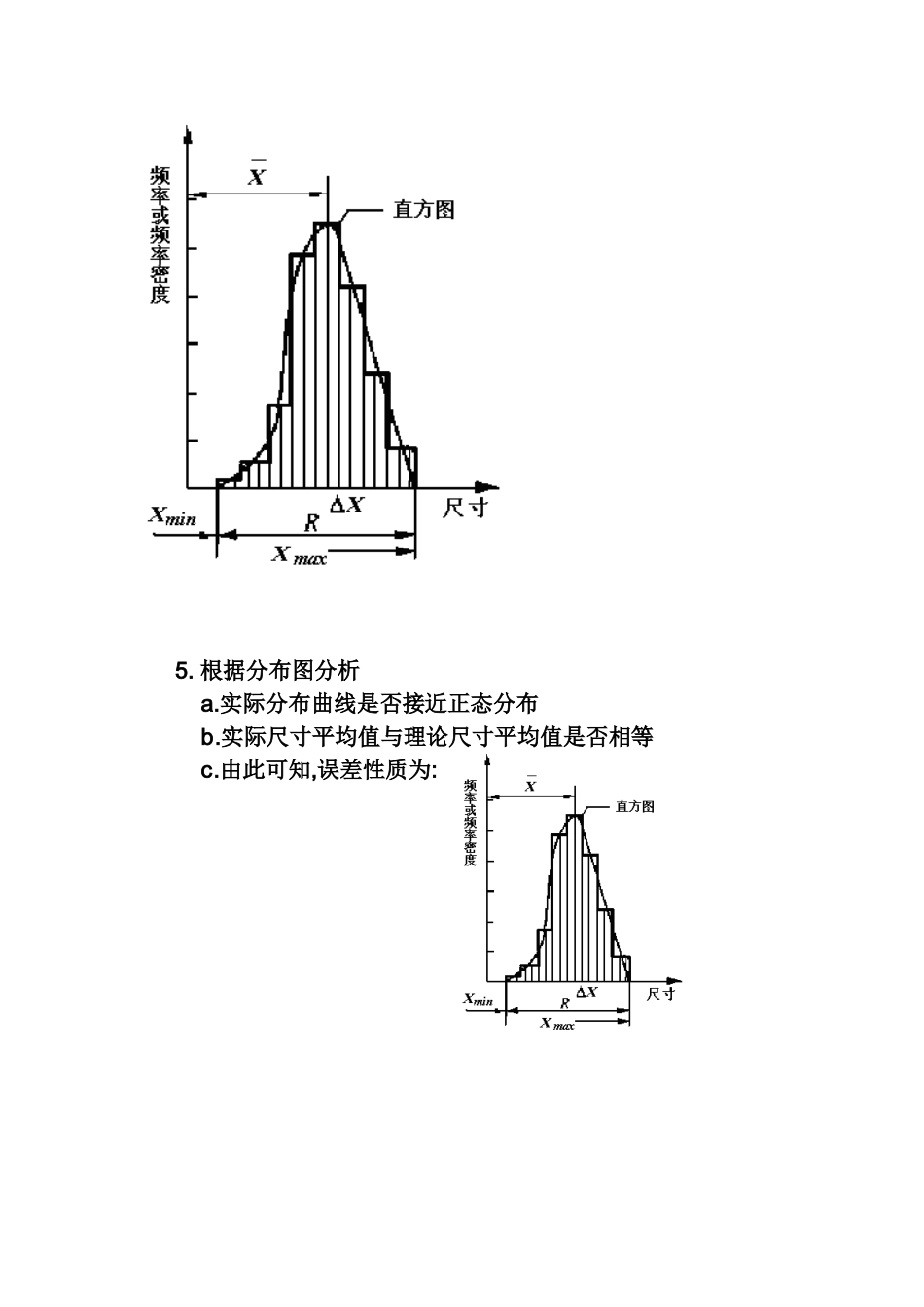
绘制分布曲线(直方图): 以工件尺寸为横坐标,以各组中实际尺寸出现的频数作纵坐标,即可作出等宽直方图
再连接直方图中每一直方宽度的中点(组中值)得到一条折线,即实际分布曲线
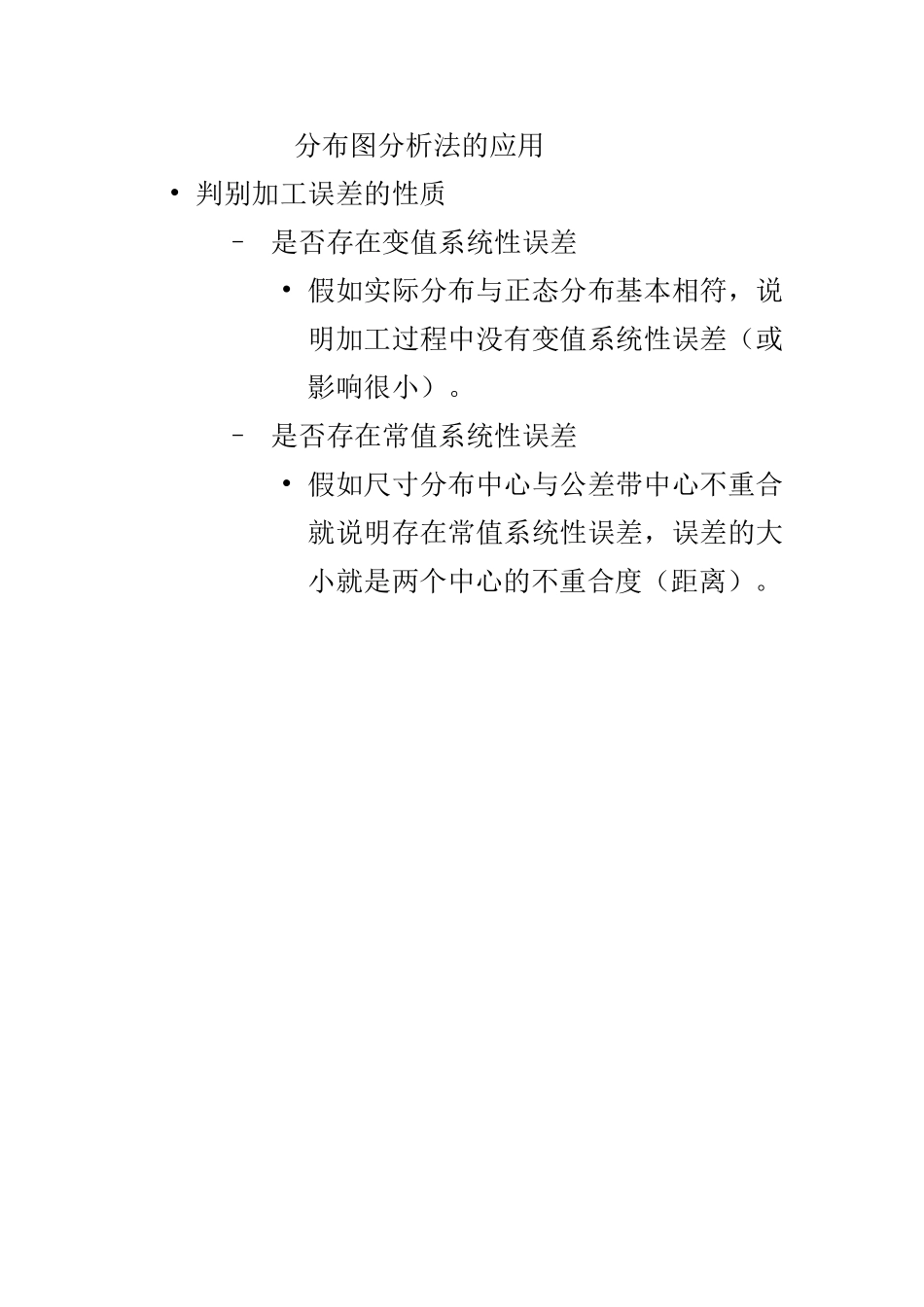
根据分布图分析a
实际分布曲线是否接近正态分布b
实际尺寸平均值与理论尺寸平均值是否相等c
由此可知,误差性质为:分布图分析法的应用• 判别加工误差的性质 – 是否存在变值系统性误差• 假如实际分布与正态分布基本相符,说明加工过程中没有变值系统性误差(或影响很小)
– 是否存在常值系统性误差• 假如尺寸分布中心与公差带中心不重合就说明存在常值系统性误差,误差的大小就是两个中心的不重合度(距离)