丝锥基础知识培训教程 丝锥是日常内螺纹加工中最普遍的加工工具,丝锥又被称为丝攻、牙攻,丝锥加工内螺纹也被称为攻丝
一、丝锥的分类1
根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥2
按驱动不同分:手用丝锥和机用丝锥3
按加工方式分:切削丝锥和挤压丝锥4
按表面处理方式分:涂层丝锥和不涂层丝锥3
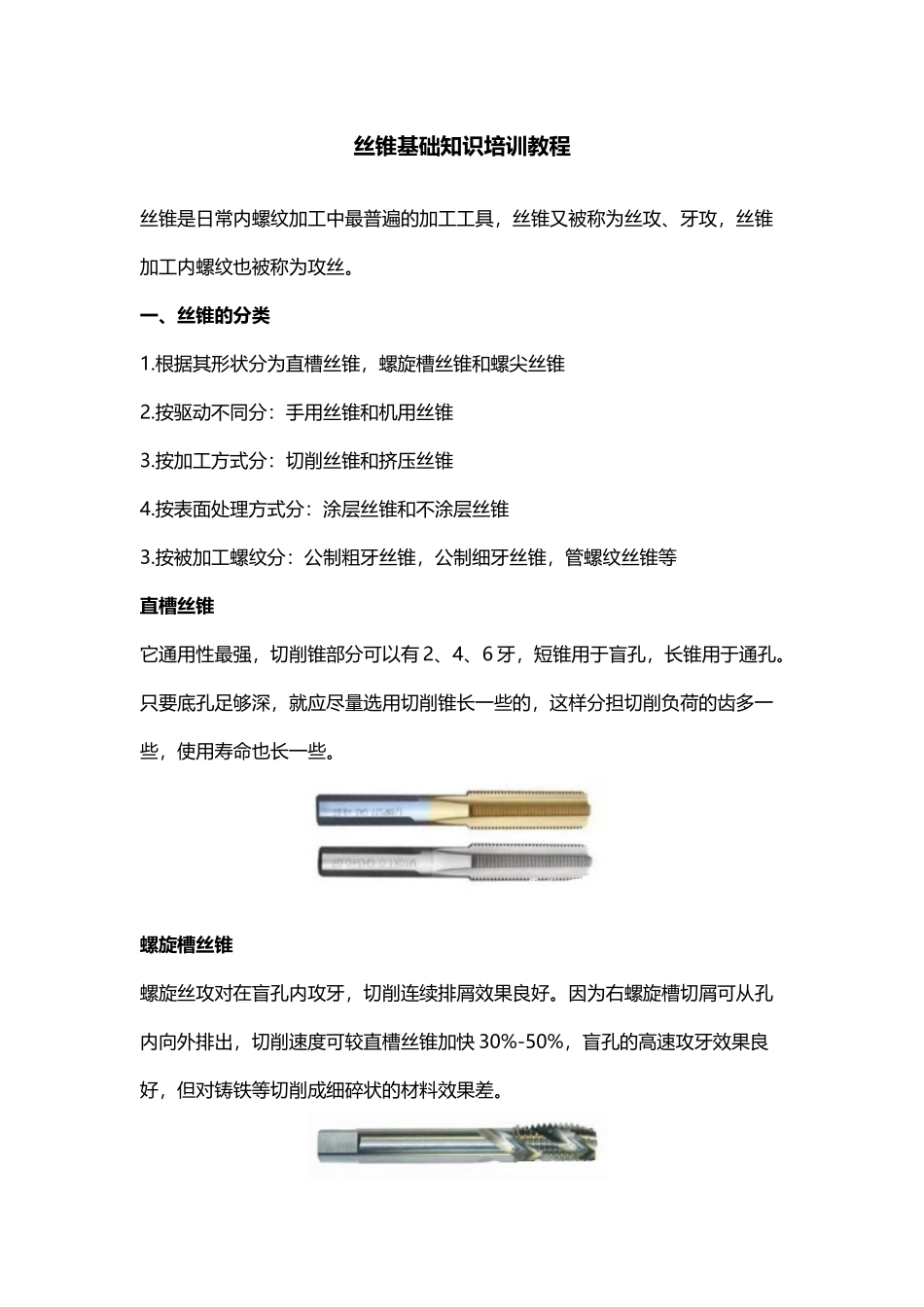
按被加工螺纹分:公制粗牙丝锥,公制细牙丝锥,管螺纹丝锥等直槽丝锥它通用性最强,切削锥部分可以有 2、4、6 牙,短锥用于盲孔,长锥用于通孔
只要底孔足够深,就应尽量选用切削锥长一些的,这样分担切削负荷的齿多一些,使用寿命也长一些
螺旋槽丝锥螺旋丝攻对在盲孔内攻牙,切削连续排屑效果良好
因为右螺旋槽切屑可从孔内向外排出,切削速度可较直槽丝锥加快 30%-50%,盲孔的高速攻牙效果良好,但对铸铁等切削成细碎状的材料效果差
螺尖丝锥螺尖丝锥也称先端丝锥,适合通孔及深螺纹,使用强度高,寿命长,切削速度快,尺寸稳定,牙纹清析(特别是细牙),他是直槽丝锥的一种变形,在直槽的一侧切削刃开斜槽,形成一个角度,切屑顺着进刀的方向向前排出
手用丝锥手绞丝锥直沟形一般使用最普遍,通常有两根或者三根,分别叫一锥、二锥和三锥
手用丝锥材料一般是合金工具钢或碳素工具钢
而且尾部有尾方
一锥的切削部分磨锥 6 个刃,二锥的切削部分磨锥两个刃
使用的时候一般通过专用扳手进行切削
机用丝锥该类丝锥应用最为广泛,成本较低,但是排屑和切削性能较差,适用于精度要求不高的场合
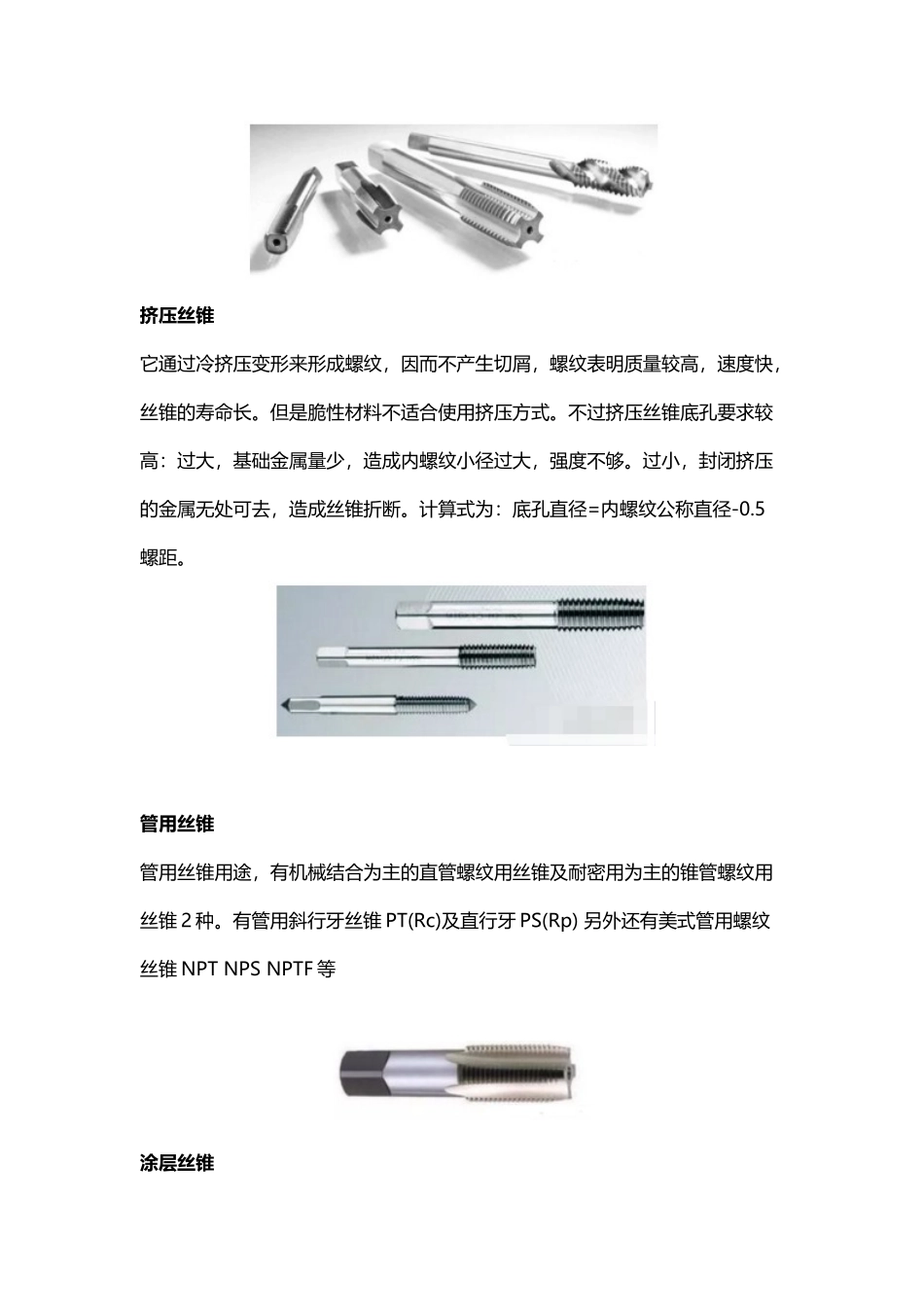
挤压丝锥它通过冷挤压变形来形成螺纹,因而不产生切屑,螺纹表明质量较高,速度快,丝锥的寿命长
但是脆性材料不适合使用挤压方式
不过挤压丝锥底孔要求较高:过大,基础金属量少,造成内螺纹小径过大,强度不够
过小,封闭挤压的金属无处可去,造成丝锥折断
计算式为:底孔直径=内螺纹公称直径-0
管用丝锥管用丝锥用途,有机械结合为主的直管螺纹用丝锥及耐密用为