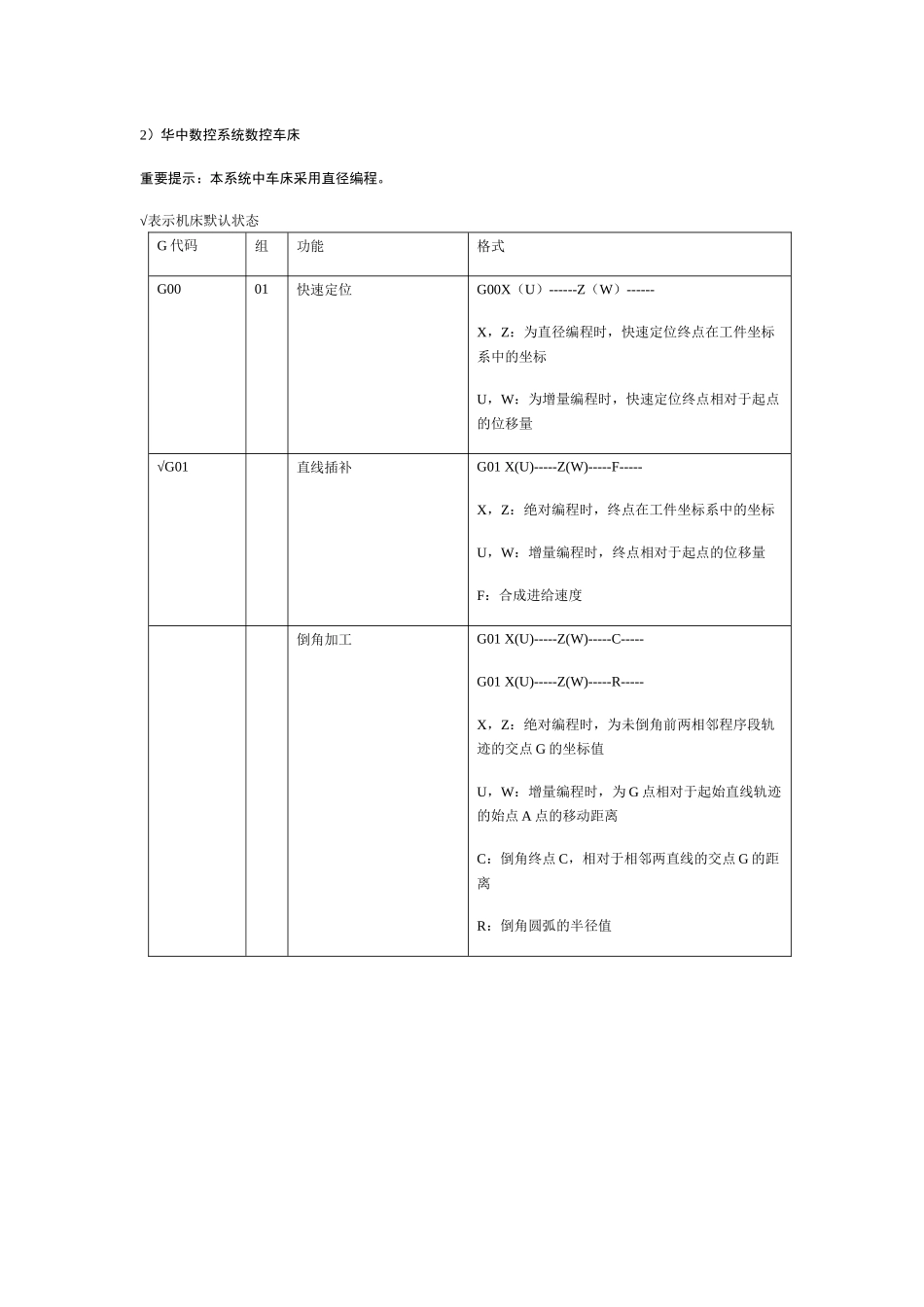
2)华中数控系统数控车床重要提示:本系统中车床采用直径编程
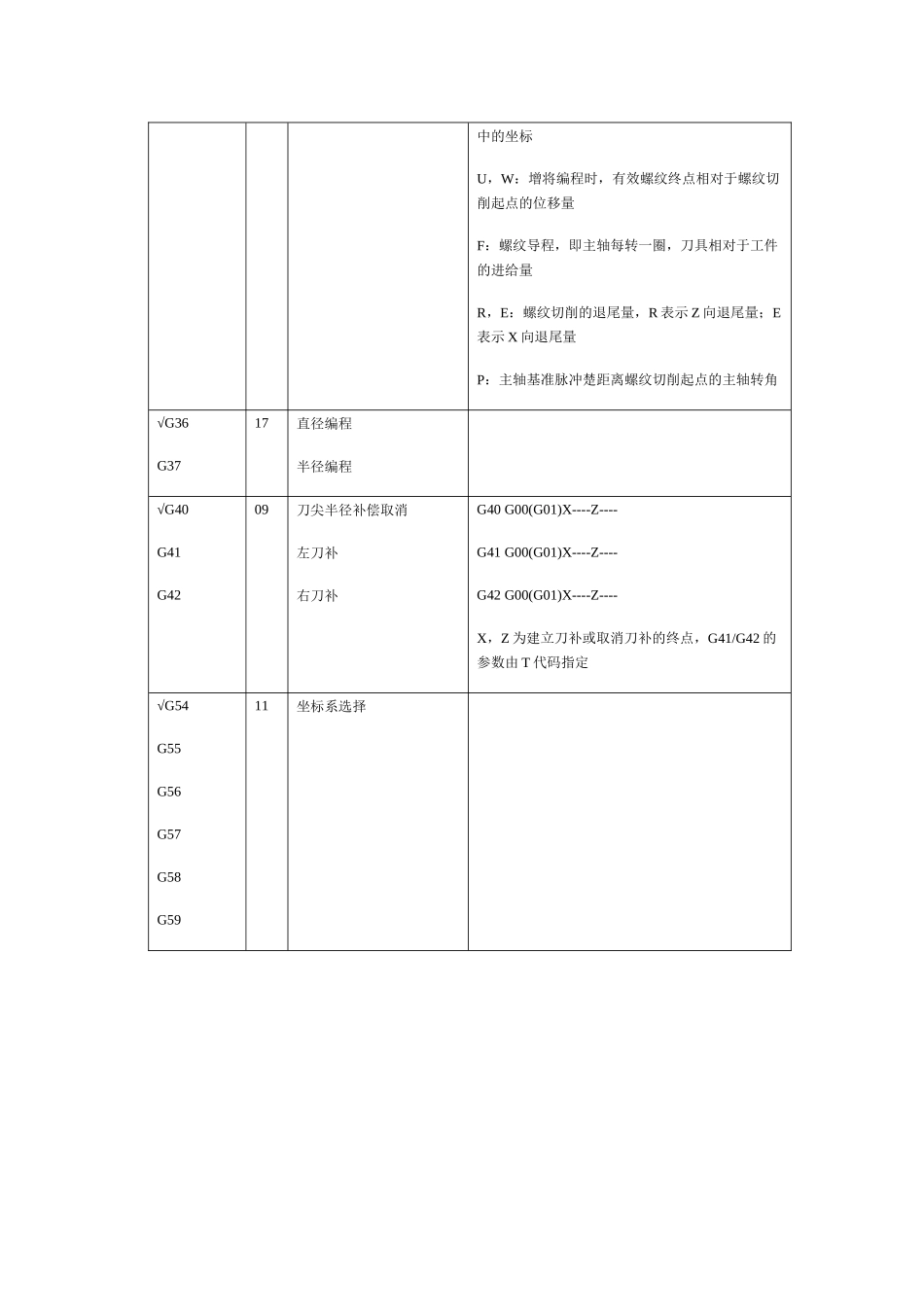
√表示机床默认状态G代码组功能格式G0001快速定位G00X(U)------Z(W)------X,Z:为直径编程时,快速定位终点在工件坐标系中的坐标U,W:为增量编程时,快速定位终点相对于起点的位移量√G01直线插补G01X(U)-----Z(W)-----F-----X,Z:绝对编程时,终点在工件坐标系中的坐标U,W:增量编程时,终点相对于起点的位移量F:合成进给速度倒角加工G01X(U)-----Z(W)-----C-----G01X(U)-----Z(W)-----R-----X,Z:绝对编程时,为未倒角前两相邻程序段轨迹的交点G的坐标值U,W:增量编程时,为G点相对于起始直线轨迹的始点A点的移动距离C:倒角终点C,相对于相邻两直线的交点G的距离R:倒角圆弧的半径值G02顺圆插补G02X(U)-----Z(W)-----F-----X,Z:绝对编程时,圆弧终点在工件坐标系中的坐标U,W:增量编程时,圆弧终点相对于圆弧起点的位移量I,K:圆心相对于圆弧起点的增加量,在绝对,增量编程时都以增量方式指定;在直径,半径编程时I都是半径值R:圆弧半径F:倍编程的两个轴的合成进给速度G03逆圆插补同上G02(G03)倒角加工G02(G03)X(U)-----Z(W)-----R-----RL=-----G02(G03)X(U)-----Z(W)-----R-----RC=-----X,Z:绝对编程时,为未倒角前圆弧终点G的坐标值U,W:增量编程时,为G点相对于圆弧始点A点的移动距离R:圆弧半径值RL=:倒角终点C,相对于未倒角前圆弧终点G的距离RC=:倒角圆弧的半径值G0400暂停G04P-----P:暂停时间,单位为sG20√G2108英寸输入毫米输入G20X-----Z-----同上G28G2900返回刀参考点由