塑料成型技术分析一、塑模温度控制【一】温度控制必要性(1)温度控制对成形性之目的及作为成形品外观,材料物理性质,成形循环等,受模仁温度之影响,颇为显著
一般成型情况,模仁温度保持于较低,可以提高射出次数较为理想,但与成形品形状(模仁构造)及成品材料种类有关之成形循环亦寄赖于必需提高模仁充填之温度
(2)为防止应力作温度控制此为成形品材料问题,此项要求唯有※冷却速度
入冷确时间短,即使有一部份硬化一部份尚软之场合,仍能避免由于不均一收缩引起应力
亦即适当之温度控制能对冷却应力性质改良
(3)成形材料之结晶化程度调整之做之温度控制聚硫氨(尼龙),聚醋酸数脂,聚丙烯等结晶材料对结晶化程度调节,及机械性质改良,一般需要较高模仁温度
【二】技术问题(1)温度控制所需之热传面积模仁热传面积之计算式为t1:成形材之熔融温度t0:成形品取出时温度cp:成形材料之比热sh:每小时射出成形次数移动热量Q=shx*cp*(t1-t0)kacl/hrhw:冷却管路侧之表膜热传系数d:冷却孔直径(m)u:粘度(kg/mses)μ:流速(m/ses)λ:冷媒之热传导率(kcal/m2hrc)ΔT:模型及冷(热)媒间之平均温度差则Hw:λd(dug/μ)0
8x(cpu/λ)(kcal/2mhr)℃所需之热传面积可由下式求得之A=Q/hwxT(m2)此际对外界空气之放热、型模板、喷嘴等之热传俱行略去不计
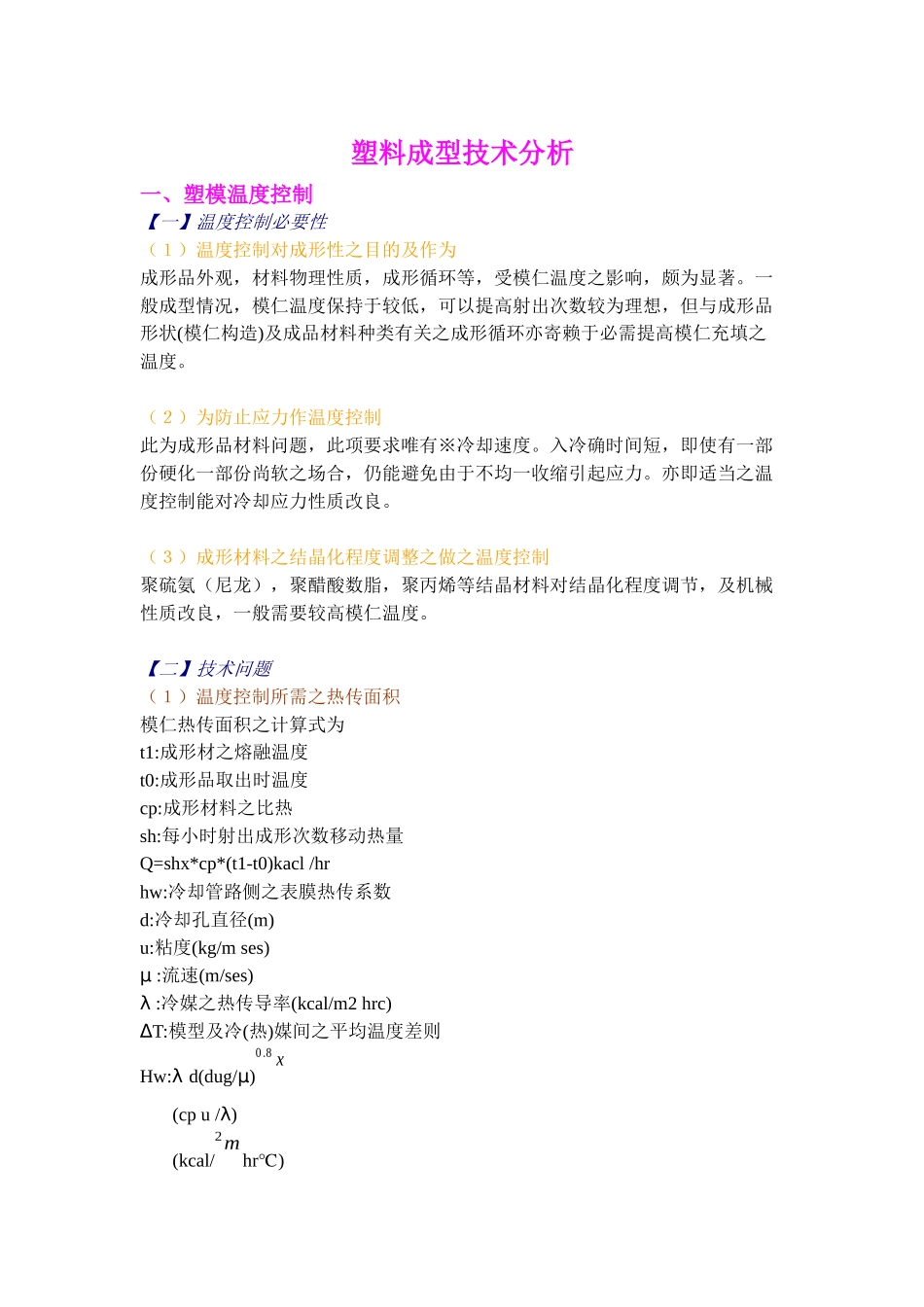
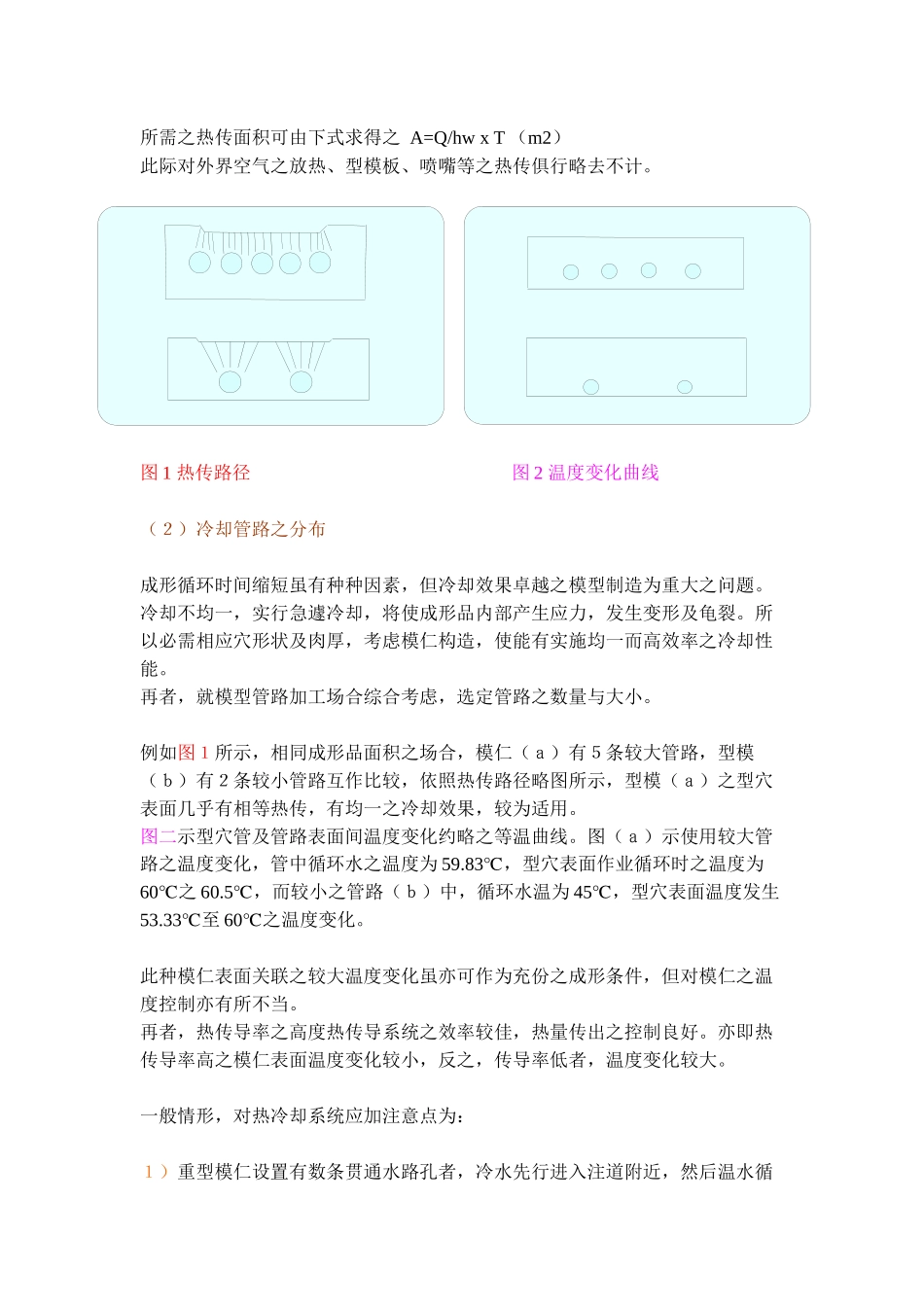
图1热传路径图2温度变化曲线(2)冷却管路之分布成形循环时间缩短虽有种种因素,但冷却效果卓越之模型制造为重大之问题
冷却不均一,实行急遽冷却,将使成形品内部产生应力,发生变形及龟裂
所以必需相应穴形状及肉厚,考虑模仁构造,使能有实施均一而高效率之冷却性能
再者,就模型管路加工场合综合考虑,选定管路之数量与大小
例如图1所示,相同成形品面积之场合,模仁(a)有5条较大管路,型模(b)有2条较小管路互作比较