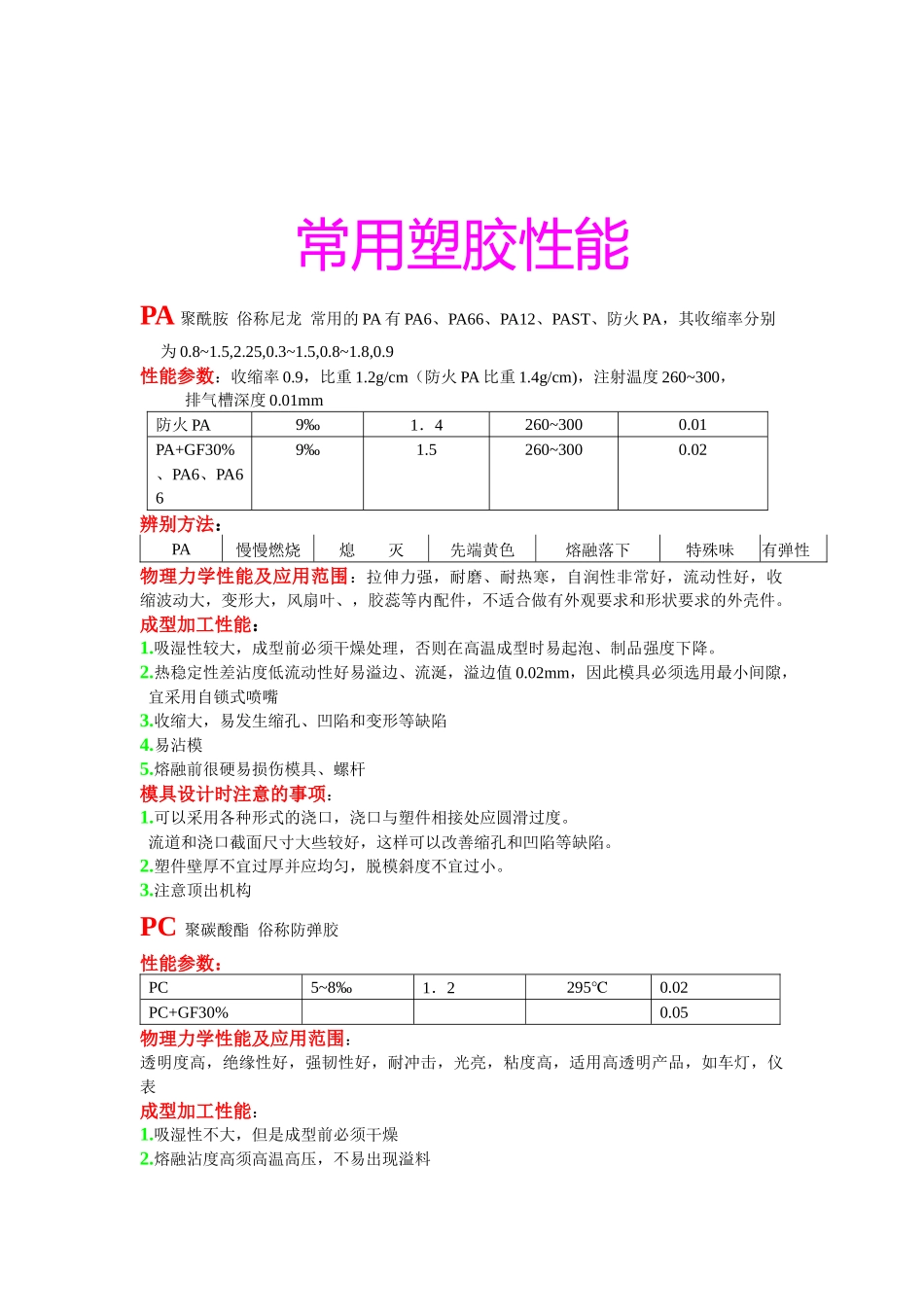
塑胶模具设计资料常用塑胶性能PA聚酰胺俗称尼龙常用的PA有PA6、PA66、PA12、PAST、防火PA,其收缩率分别为0
9性能参数:收缩率0
2g/cm(防火PA比重1
4g/cm),注射温度260~300,排气槽深度0
01mm防火PA9‰1.4260~3000
01PA+GF30%、PA6、PA669‰1
5260~3000
02辨别方法:PA慢慢燃烧熄灭先端黄色熔融落下特殊味有弹性物理力学性能及应用范围:拉伸力强,耐磨、耐热寒,自润性非常好,流动性好,收缩波动大,变形大,风扇叶、,胶蕊等内配件,不适合做有外观要求和形状要求的外壳件
成型加工性能:1
吸湿性较大,成型前必须干燥处理,否则在高温成型时易起泡、制品强度下降
热稳定性差沾度低流动性好易溢边、流涎,溢边值0
02mm,因此模具必须选用最小间隙,宜采用自锁式喷嘴3
收缩大,易发生缩孔、凹陷和变形等缺陷4
熔融前很硬易损伤模具、螺杆模具设计时注意的事项:1
可以采用各种形式的浇口,浇口与塑件相接处应圆滑过度
流道和浇口截面尺寸大些较好,这样可以改善缩孔和凹陷等缺陷
塑件壁厚不宜过厚并应均匀,脱模斜度不宜过小
注意顶出机构PC聚碳酸酯俗称防弹胶性能参数:PC5~8‰1.2295℃0
02PC+GF30%0
05物理力学性能及应用范围:透明度高,绝缘性好,强韧性好,耐冲击,光亮,粘度高,适用高透明产品,如车灯,仪表成型加工性能:1
吸湿性不大,但是成型前必须干燥2
熔融沾度高须高温高压,不易出现溢料3
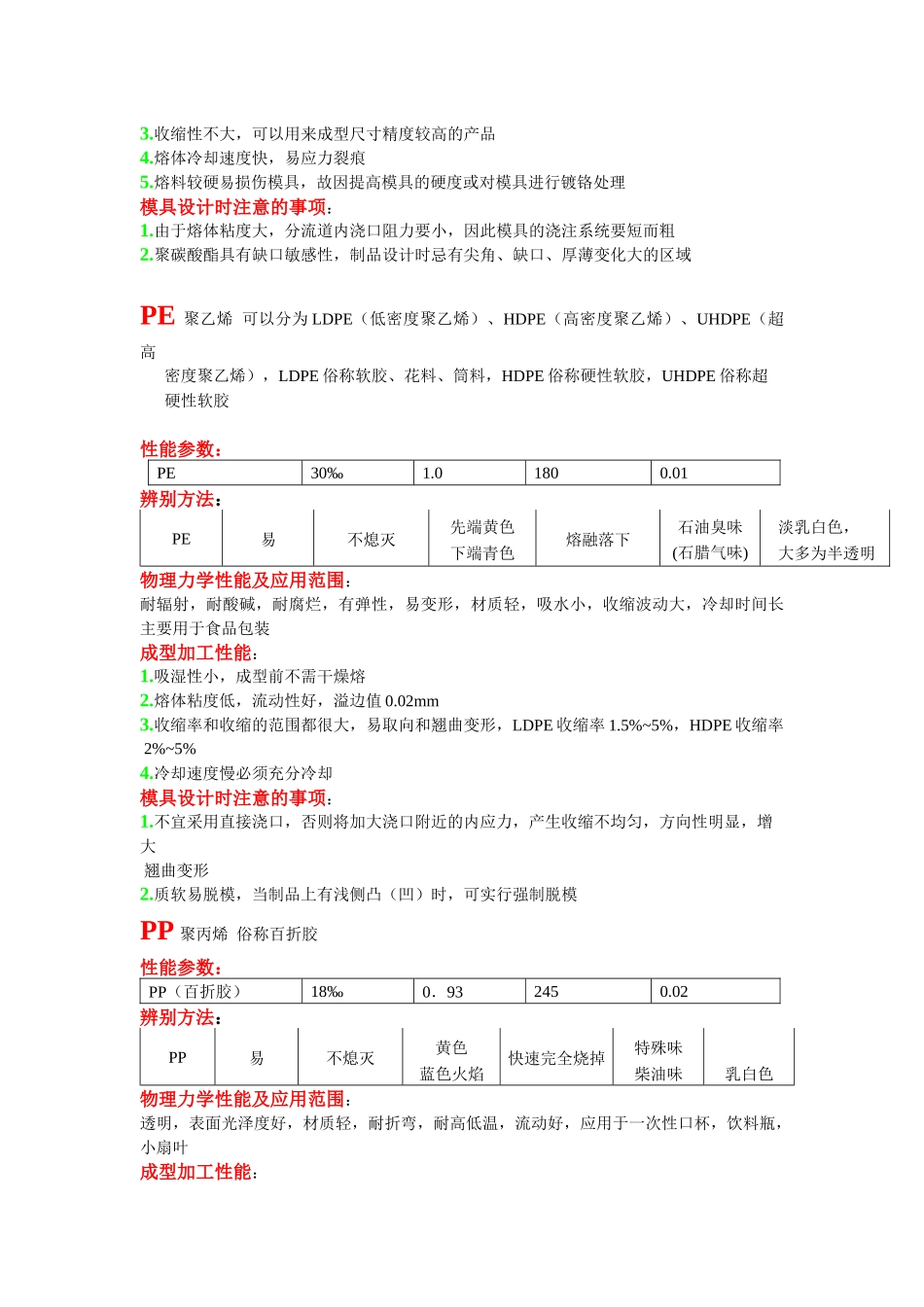
收缩性不大,可以用来成型尺寸精度较高的产品4
熔体冷却速度快,易应力裂痕5
熔料较硬易损伤模具,故因提高模具的硬度或对模具进行镀铬处理模具设计时注意的事项:1
由于熔体粘度大,分流道内浇口阻力要小,因此模具的浇注系统要短而粗2