如工何作提再高生特效殊率校正(C)无中心依靠承座移动不易焊道不均匀操作方法(B)气孔包渣变形附录一个案研究151附录一案例研究案例一:如何提高特殊工作再生效率(中国钢铁公司)一.改善动机:由于特殊工件磨损甚巨,而各种直径不同,造成再生焊补困难,以现阶段的人工作业方式,效率低,且易造成空气污染,因此把提高特殊工作焊补效率作为本次主题:二.作业概要:改善前○--------△○---------△○------△○----------△○-----△特殊工件磨损吊上焊接支架手工转动半自动手工焊自检成品改善后○--------△○------△○-----------△○-----△○--------△○------△特殊工件磨损设备研制龙门式活动支架马达传动全自动潜孤焊自检成品三.目标:152品管七大手法四.现状分析:(一)鱼骨图4kg/Hr3%熔填率不良率熔填率3kg/Hr熔填率不良率12%1008060402005620
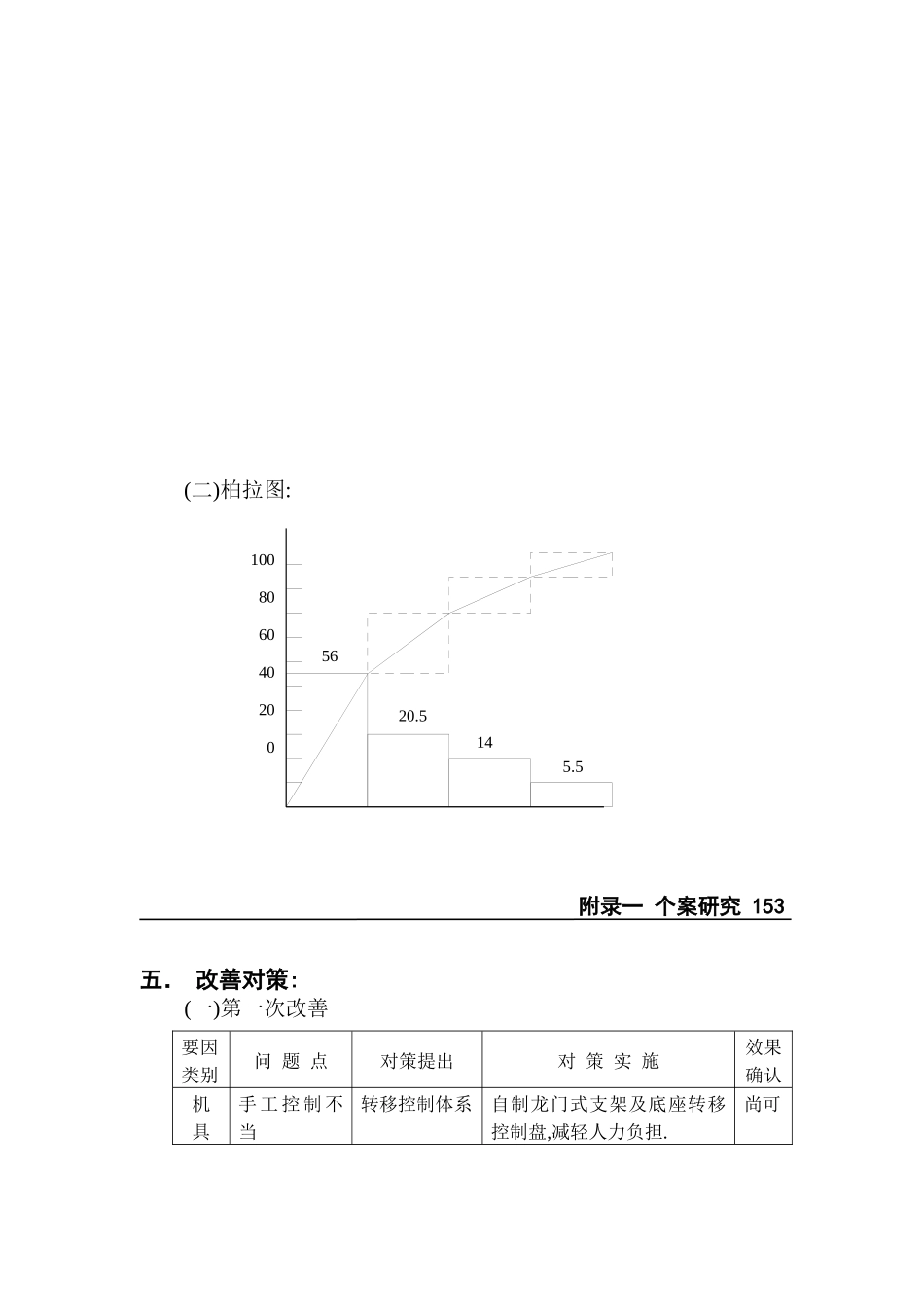
5(二)柏拉图:附录一个案研究153五.改善对策:(一)第一次改善要因类别问题点对策提出对策实施效果确认机具手工控制不当转移控制体系自制龙门式支架及底座转移控制盘,减轻人力负担
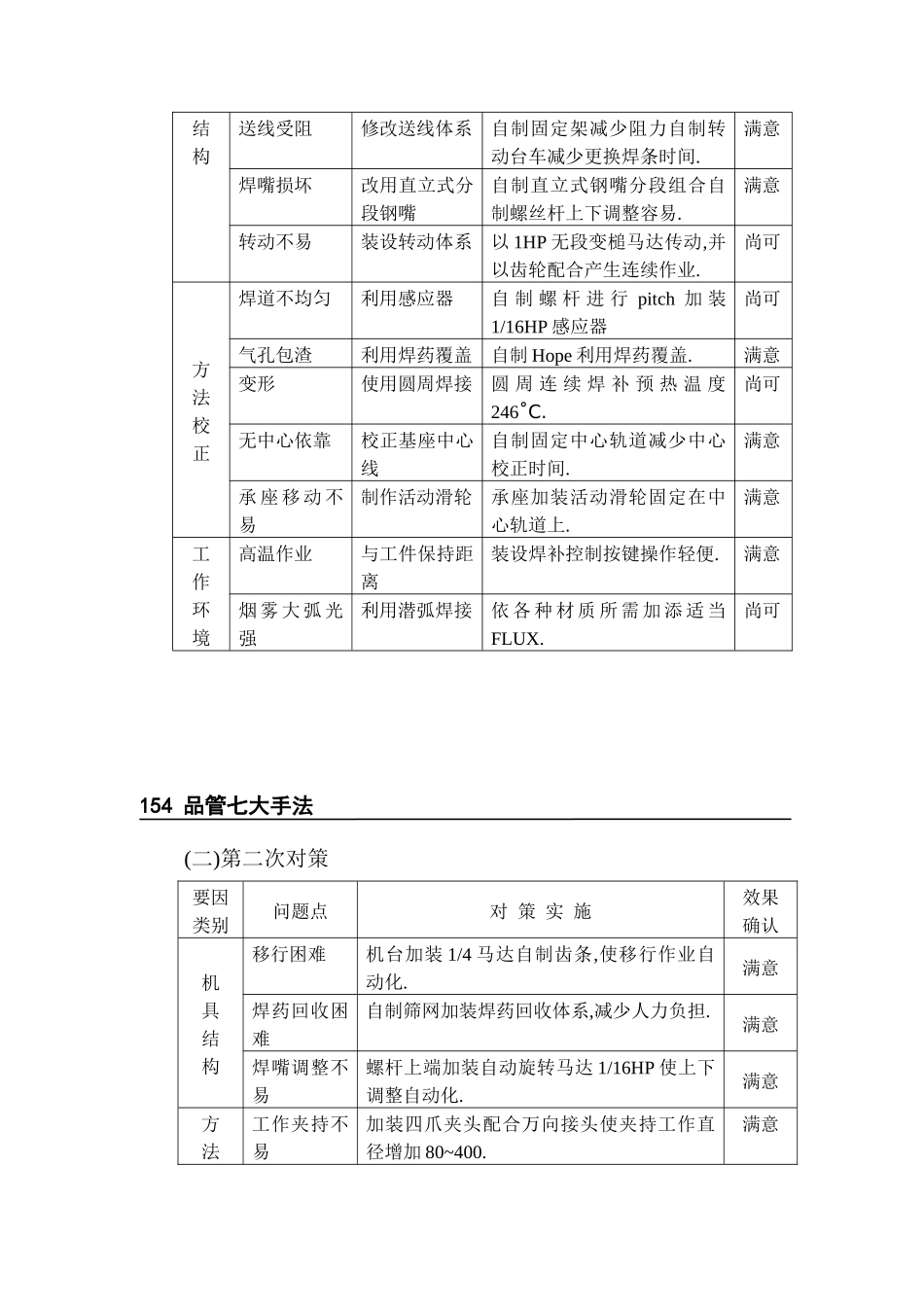
尚可结构送线受阻修改送线体系自制固定架减少阻力自制转动台车减少更换焊条时间
满意焊嘴损坏改用直立式分段钢嘴自制直立式钢嘴分段组合自制螺丝杆上下调整容易
满意转动不易装设转动体系以1HP无段变槌马达传动,并以齿轮配合产生连续作业
尚可方法校正焊道不均匀利用感应器自制螺杆进行pitch加装1/16HP感应器尚可气孔包渣利用焊药覆盖自制Hope利用焊药覆盖
满意变形使用圆周焊接圆周连续焊补预热温度246˚C
尚可无中心依靠校正基座中心线自制固定中心轨道减少中心校正时间
满意承座移动不易制作活动滑轮承座加装活动滑轮固定在中心轨道上
满意工作环境高温作业与工件保持距离装设焊补控制按