四工位专用机床设计说明书1、功能原理和设计要求1
1、工作原理四工位专用机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作
:一是装有四工位工件的回转转动;二是装有专用电动机带动三把专用的主轴箱的刀具转动和移动
通过对设计任务的了解,可以看出,四工位专用机床的加工部分可以分为如下几个工艺动作:1)安装工作台的间歇转动
2)安装刀具的主轴箱应按要求进行静止、快进、进给、快退的工艺动作
3)刀具转动
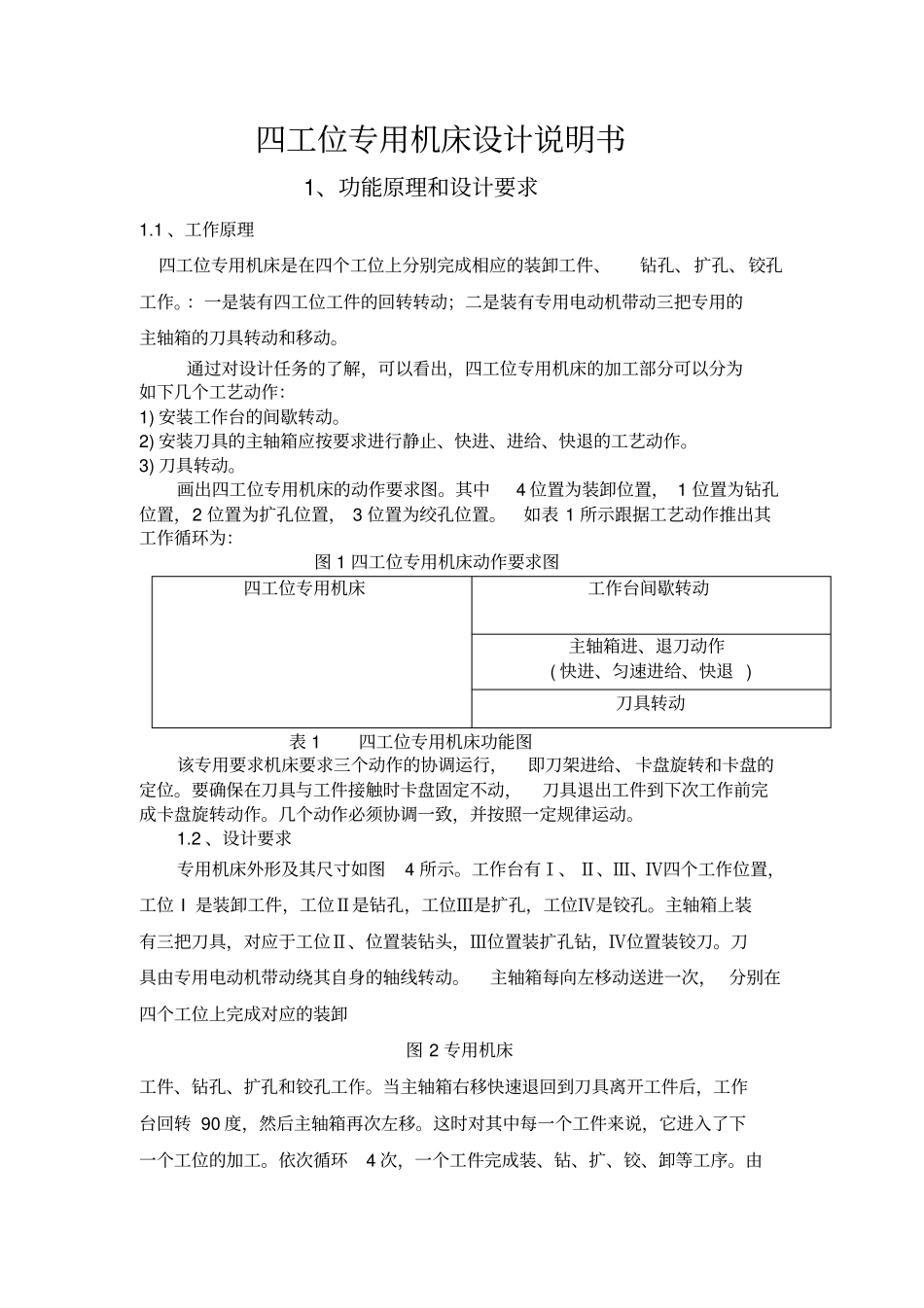
画出四工位专用机床的动作要求图
其中4位置为装卸位置,1位置为钻孔位置,2位置为扩孔位置,3位置为绞孔位置
如表1所示跟据工艺动作推出其工作循环为:图1四工位专用机床动作要求图表1四工位专用机床功能图该专用要求机床要求三个动作的协调运行,即刀架进给、卡盘旋转和卡盘的定位
要确保在刀具与工件接触时卡盘固定不动,刀具退出工件到下次工作前完成卡盘旋转动作
几个动作必须协调一致,并按照一定规律运动
2、设计要求专用机床外形及其尺寸如图4所示
工作台有Ⅰ、Ⅱ、Ⅲ、Ⅳ四个工作位置,工位I是装卸工件,工位Ⅱ是钻孔,工位Ⅲ是扩孔,工位Ⅳ是铰孔
主轴箱上装有三把刀具,对应于工位Ⅱ、位置装钻头,Ⅲ位置装扩孔钻,Ⅳ位置装铰刀
刀具由专用电动机带动绕其自身的轴线转动
主轴箱每向左栘动送进一次,分别在四个工位上完成对应的装卸图2专用机床工件、钻孔、扩孔和铰孔工作
当主轴箱右移快速退回到刀具离开工件后,工作台回转90度,然后主轴箱再次左移
这时对其中每一个工件来说,它进入了下一个工位的加工
依次循环4次,一个工件完成装、钻、扩、铰、卸等工序
由四工位专用机床工作台间歇转动主轴箱进、退刀动作(快进、匀速进给、快退)刀具转动于主轴往复一次,在四个工位上同时进行工作,所以每次就有一个工件完成上述全部工序1)刀具顶端离开工作表面65mm,快速移动送进60mm后,再匀速送进60mm(包括5mm刀具切入量