第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页超声波探伤指导书一探伤准备工作1耦合剂选用液压油,用液压机废油即可
2准备工具,手提朔料桶,毛刷,扫帚,铁刷(清理氧化皮),碎布(擦手,以保证仪器清洁)3被探工件温度不高于50℃,以不烫手为原则
二仪器调节1探测范围,是工件厚度的1
2锻钢件,纵波声速5920mm/s,横波声速3230mm/s
3灵敏度设定3
1以DAC曲线法确定检测灵敏度调节灵敏度使φ2平底孔试块的回波高度为80%
表面补偿及曲率补偿,用试块与工件底波比较法确定,该灵敏度即为检测灵敏度
依次标定2,3,4试块的缺陷波,制作DAC曲线
如图1第2页共6页第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共6页如果灵敏度基准要求φ1、φ3、φ4、φ5不漏检,则将判废线、定量线、评定线增益分别调节-6dB、+7dB、+12dB、+16dB
根据公式算得
2采用工件调整灵敏度3
1在锻件上将1次底面回波调整到满幅度的增益数值
2实心锻件需提高的增益数值
………………………………………………………(1)A—需要提高的增益值dBT—被简部位的厚度或直径φ—平底孔直径λ—波长检测中心有孔的轴类锻件时需要提高的增益数值第3页共6页第2页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共6页………………………………………………
(2)R—外径r—内径3
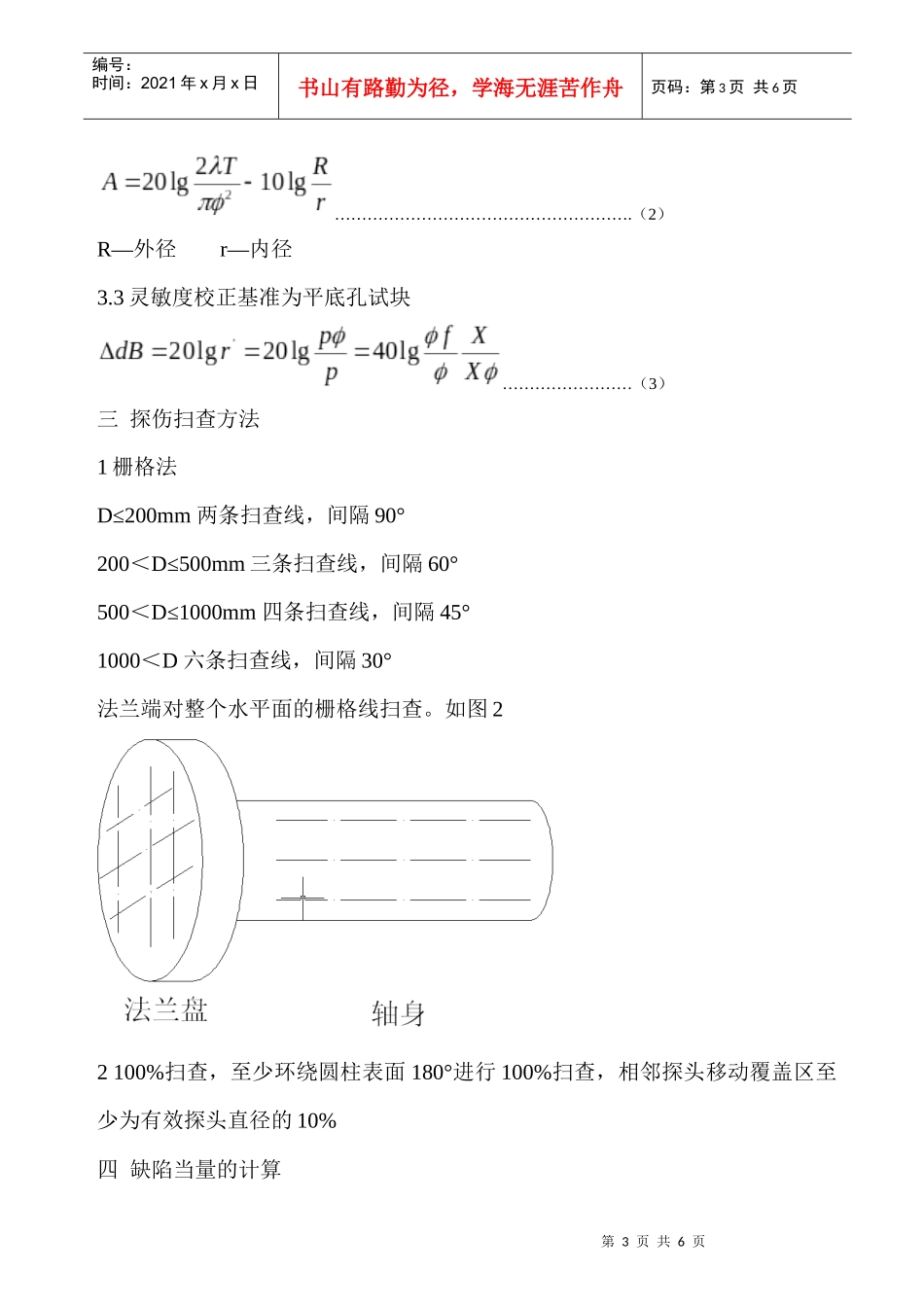
3灵敏度校正基准为平底孔试块……………………(3)三探伤扫查方法1栅格法D≤200mm两条扫查线,间隔90°200<D≤500mm三条扫查线,间隔60°500<D≤1000mm四条扫查线,间隔45°1000<D六条扫查线,间隔30°法兰端对整个水平面的栅格线扫查
如图22100%扫查,至少环绕圆柱