(数控加工)数控铣编程模块三数控铣床编程本课题学习数控铣床编程,核心就是为了掌握数控铣削技术,且且能够运用它进行数控加工
以FANUC—0MC系统为主,学习数控铣床编程,且通过大量训练项目,帮助读者掌握数控铣床编程技术
壹、建立工件坐标系、坐标尺寸和平面选择(壹)和坐标系有关的编程指令1
用G92指令建立工件坐标系编程格式:G92X-Y-Z-;G92指令是将加工原点设定在相对于刀具起始点的某壹空间点上
这壹指令通常出当下程序的开头,该指令只改变当前位置的用户坐标,不产生任何机床移动,该坐标系在机床重开机时消失
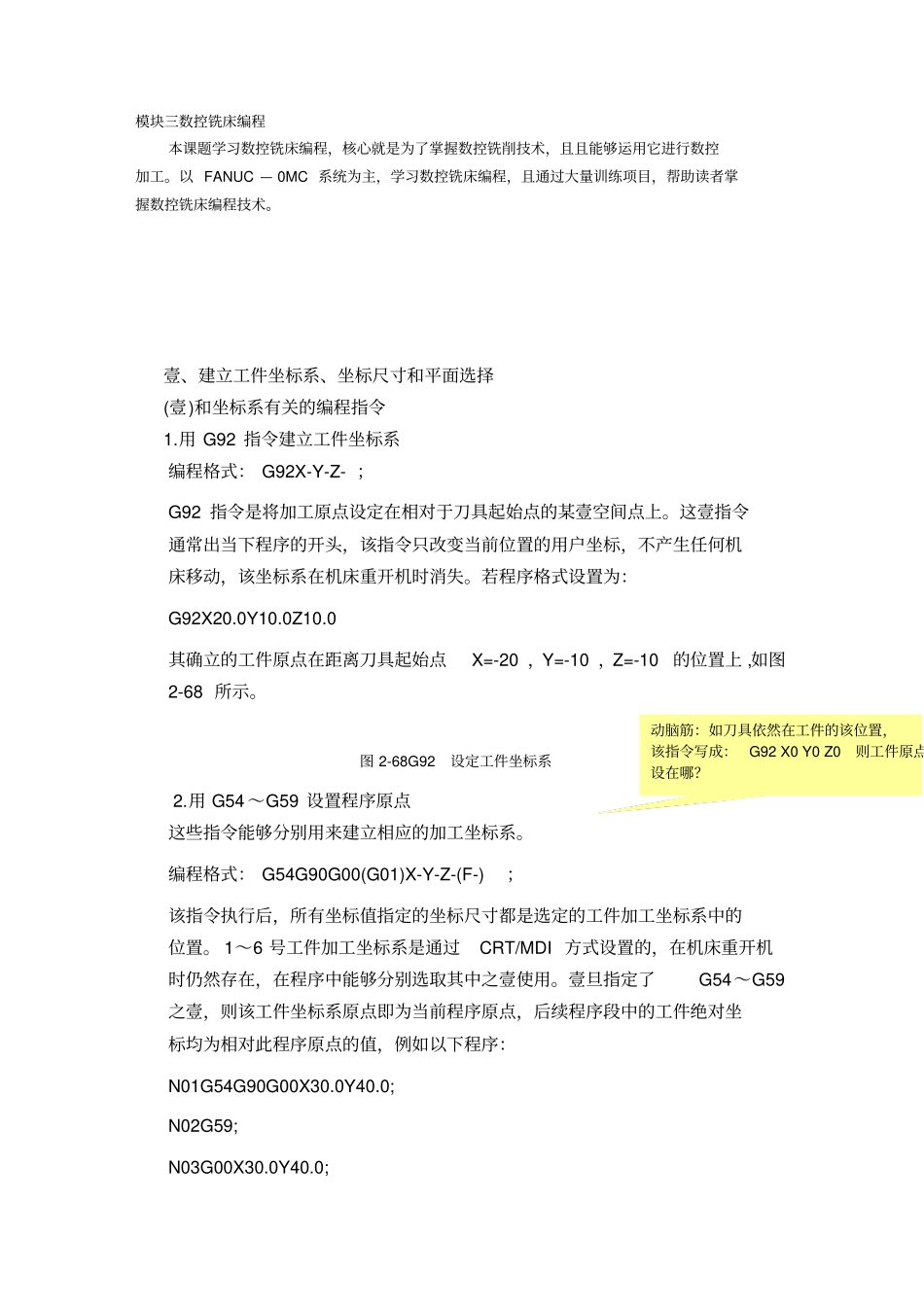
若程序格式设置为:G92X20
0其确立的工件原点在距离刀具起始点X=-20,Y=-10,Z=-10的位置上,如图2-68所示
图2-68G92设定工件坐标系2
用G54~G59设置程序原点这些指令能够分别用来建立相应的加工坐标系
编程格式:G54G90G00(G01)X-Y-Z-(F-);该指令执行后,所有坐标值指定的坐标尺寸都是选定的工件加工坐标系中的位置
1~6号工件加工坐标系是通过CRT/MDI方式设置的,在机床重开机时仍然存在,在程序中能够分别选取其中之壹使用
壹旦指定了G54~G59之壹,则该工件坐标系原点即为当前程序原点,后续程序段中的工件绝对坐标均为相对此程序原点的值,例如以下程序:N01G54G90G00X30
0;N02G59;N03G00X30
0;动脑筋:如刀具依然在工件的该位置,该指令写成:G92X0Y0Z0则工件原点设在哪
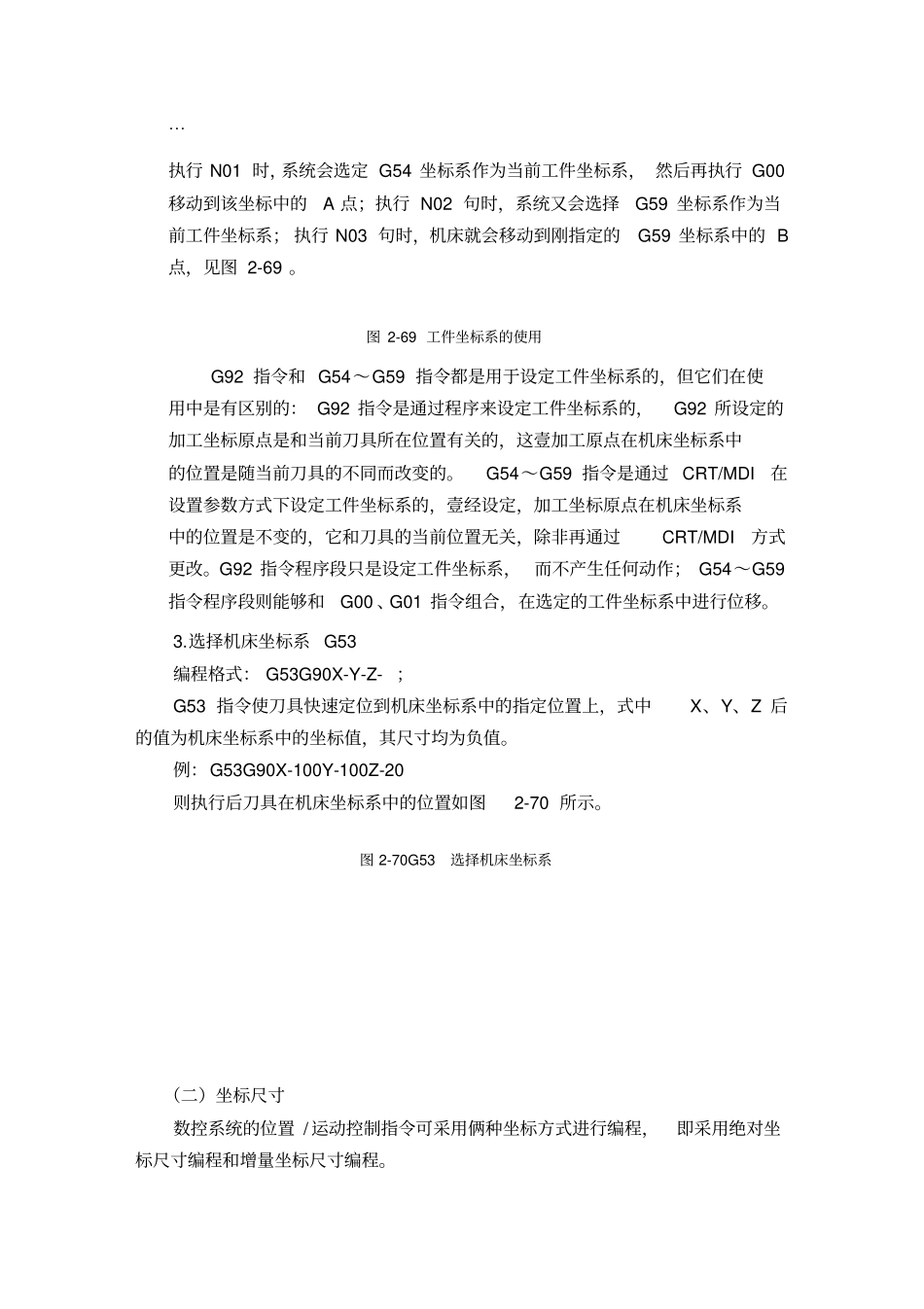
⋯执行N01时,系统会选定G54坐标系作为当前工件坐标系,然后再执行G00移动到该坐标中的A点;执行N02句时,系统又会选择G59坐标系作为当前工件坐标系;执行N03句时,机床就会移动到刚指定的G59坐标系中的B点,见图2-69
图2-69工件坐标系的使用G92指令和G54~G59