工艺卡片机械设计与制造专业机械加工工艺过程卡片零件号零件名称推动架工序号工序名称设备夹具刀具量具名称型号名称名称名称0102030405060708091011机器砂型铸造人工时效处理涂漆铣
32mm孔的端面铣
16mm孔的端面铣
32mm孔和
16mm孔在同一基准的两个端面铣深9
5mm,宽6mm的槽车
16mm的基准面钻,扩,粗铰,精铰
32mm,倒角45°钻
10mm孔和钻、半精铰、精铰
16mm的孔钻,半精铰
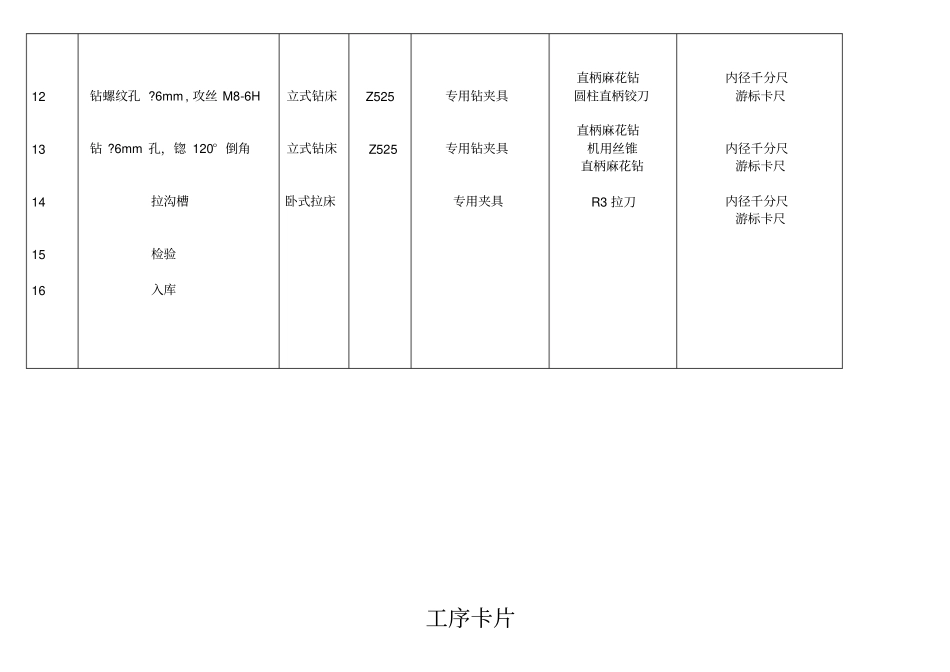
16mm,倒角45°立式铣床立式铣床卧式铣床卧式铣床卧式车床立式钻床卧式车床立式钻床XA6132XA6132XA6132XA6132CA6140Z535CA6140Z525专用铣夹具专用铣夹具专用铣夹具专用铣夹具专用车夹具专用钻夹具自定心三爪卡盘专用钻夹具圆柱铣刀圆柱铣刀圆柱铣刀槽铣刀普通车刀直柄麻花钻圆柱直柄铰刀直柄麻花钻圆柱直柄铰刀游标卡尺游标卡尺游标卡尺内径千分尺游标卡尺游标卡尺内径千分尺游标卡尺内径千分尺游标卡尺1213141516钻螺纹孔
6mm,攻丝M8-6H钻
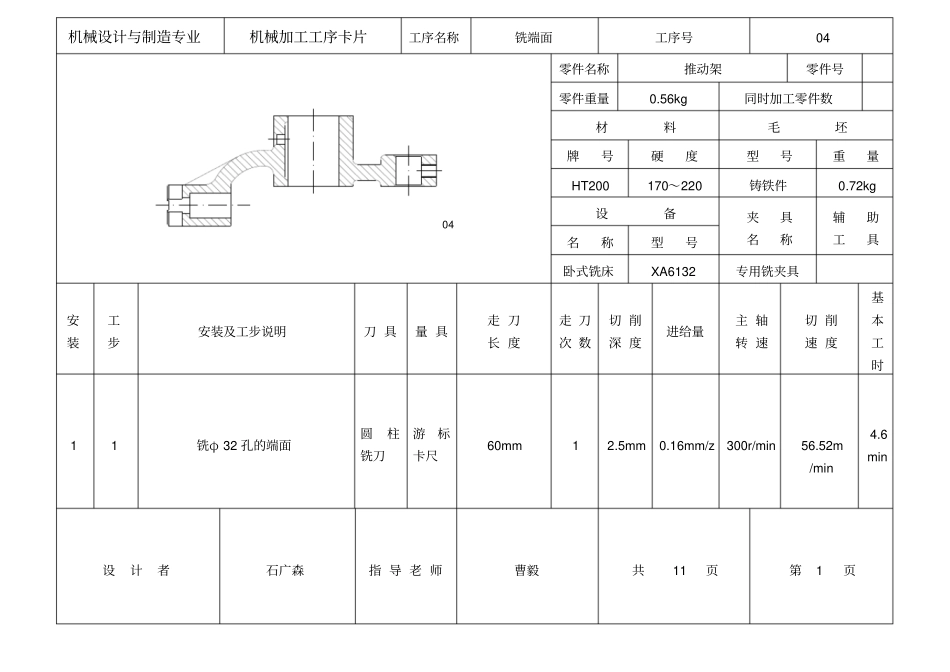
6mm孔,锪120°倒角拉沟槽检验入库立式钻床立式钻床卧式拉床Z525Z525专用钻夹具专用钻夹具专用夹具直柄麻花钻圆柱直柄铰刀直柄麻花钻机用丝锥直柄麻花钻R3拉刀内径千分尺游标卡尺内径千分尺游标卡尺内径千分尺游标卡尺工序卡片机械设计与制造专业机械加工工序卡片工序名称铣端面工序号0404零件名称推动架零件号零件重量0
56kg同时加工零件数材料毛坯牌号硬度型号重量HT200170~220铸铁件0
72kg设备夹具名称辅助工具名称型号卧式铣床XA6132专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时11铣φ32孔的端面圆柱铣刀游标卡尺60mm12
16mm/z300r/min56
52m/min4
6min设计者石广森指导