一、连铸机主要参数:序号1234567名称机型浇铸钢种基本弧形半径台数×机数×流数流间距铸坯断面尺寸工作拉速单位mmmmm×mm参数刚性引锭杆全弧形连铸机(罗可普机型)普碳钢、低合金钢、合金结构钢、焊条钢、冷墩钢、弹簧钢、高碳钢、标准件用钢1#机:R6;2#、3#机、5#机:R81#、2#、3#机:1×4×4;5#机:1×5×51200120×120、150×150、180×180160×220、160×2801#、2#、3#机工作液位:18t;(液面深度700mm),溢流液位:19t(液面深度800mm);5#机工作液位:30t(液面深度800mm),溢流液位:35t(液面深度900mm)管式结晶器,5#机带一对足辊小方坯1#机:850;2#、3#:900;矩形坯均为:850;5#机:10001#、2#、3#机:短臂四连杆正弦振动;5#机:双偏心半板簧正弦振动43~12火焰切割机自动切割m/min1#、2#、3#机:0
3;5#机0
58中包容量t91011121314结晶器型式结晶器铜管长度振动方式振幅铸坯定尺长度铸坯切割方式mmmmm二、连铸机工艺流程图转炉出钢→钢包回转台→中间罐→结晶器→二次冷却→拉矫机→火焰切割机→输送辊道→翻钢机、移坯机→出坯三、中间包的准备与烘烤1、定径水口技术要求:定径水口技术参数控制表项目指标2、中间包的检查:必须认真检查中间包水口座砖,发现座砖有问题,应及时更换
绝热板包应认真检查中间包绝热板和绝热板之间的泥料,发现问题,及时处理;然后方可安装定径水口
干式料中包应认真检查中包快换机构工作是否正常,是否存在滑块打不到位,滑块打不正等情况
1ZrO2含量≥92%显气孔率≤18%体积密度3
9g/cm3左右3、中间包的烘烤:3
1、绝热板包的烘烤:3
1、使用绝热板中间包,中包烘烤前必须清扫干净
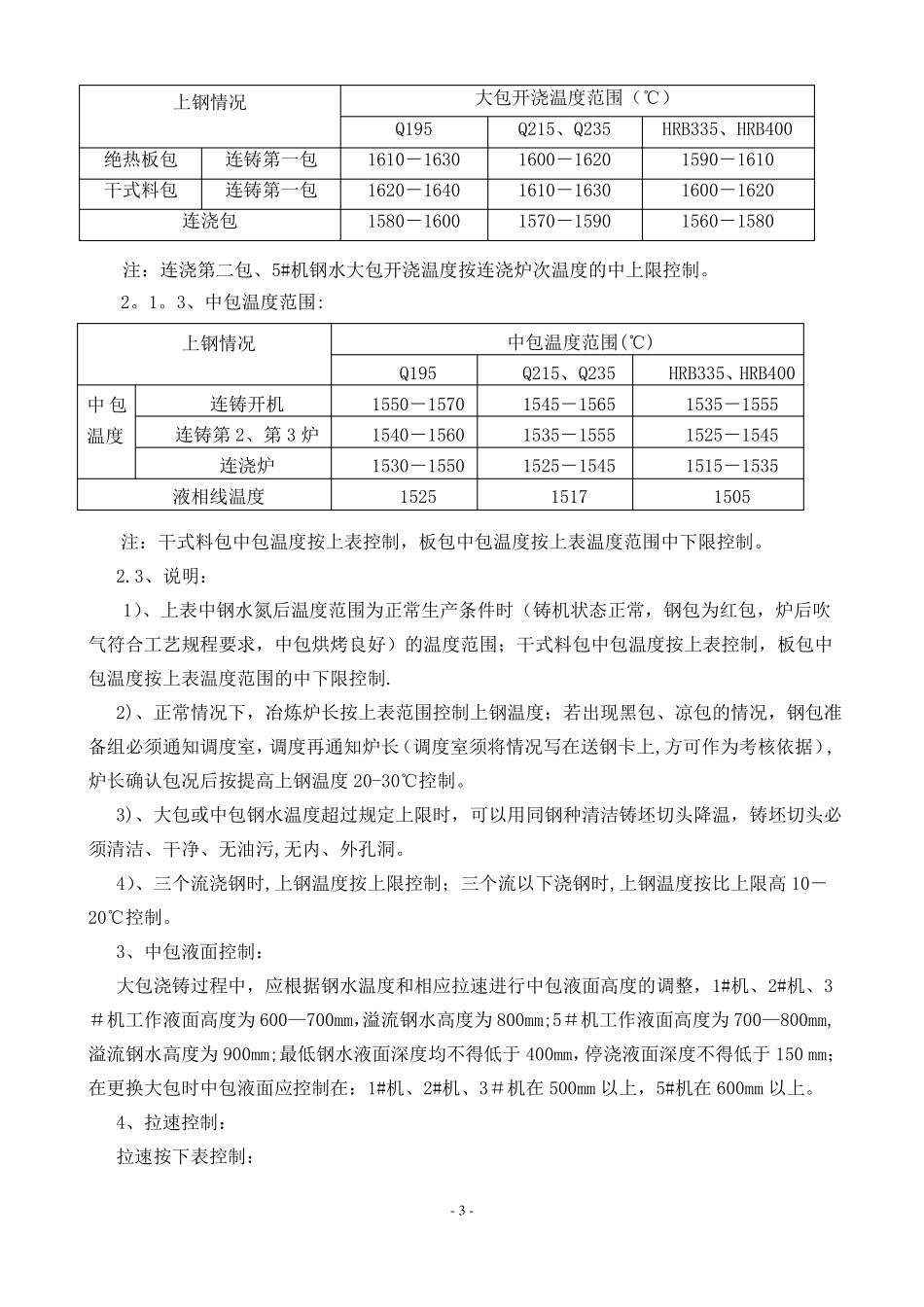
正常生产准备条件下,中间