螺杆局部构型设计依据捏合同向双螺杆挤出过程一般由固体输送、熔融、熔体输送、混淆、排气等区段构成,以及同向双螺杆是组合式,即整根螺杆是由达成不一样功能的螺杆区段组合而成的特色,因此整根螺杆的组合应包含双方面:一是达成不一样局部功能的各样螺杆区段(即局部构型)设计,二是针对整个挤出过程达成的任务,整根螺杆的组合设计
这里先议论螺杆的局部构型设计
加料段:此地方指的加料段,是指第一(或主)加料口下方对着的螺杆区段
对这一段的主要要求是能顺利地、多适应性地加入物料,包含能适应各样形状的粒料、低松密度的粉料、含有纤维状增添组分的物料的加入
据此,大螺距、正向螺纹输送元件用在此处可获取最大的加料能力
有资料介绍这一段也可采纳加大螺槽深度的螺纹元件,可使其容积输送能力超出一般标准螺纹元件,因此也可获取较大的加料能力
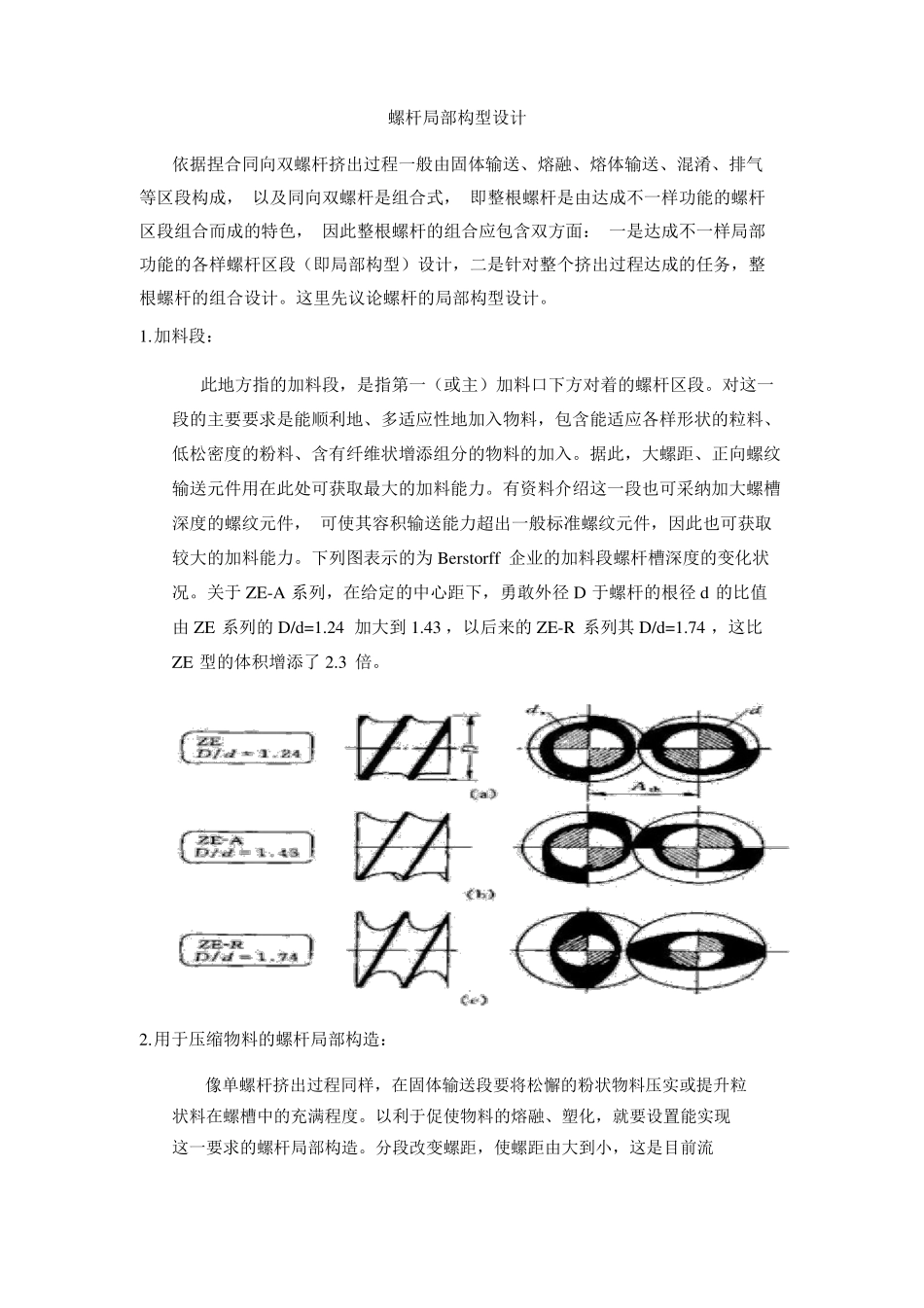
下列图表示的为Berstorff企业的加料段螺杆槽深度的变化状况
关于ZE-A系列,在给定的中心距下,勇敢外径D于螺杆的根径d的比值由ZE系列的D/d=1
24加大到1
43,以后来的ZE-R系列其D/d=1
74,这比ZE型的体积增添了2
用于压缩物料的螺杆局部构造:像单螺杆挤出过程同样,在固体输送段要将松懈的粉状物料压实或提升粒状料在螺槽中的充满程度
以利于促使物料的熔融、塑化,就要设置能实现这一要求的螺杆局部构造
分段改变螺距,使螺距由大到小,这是目前流行的组合式双螺杆往常采纳的方法
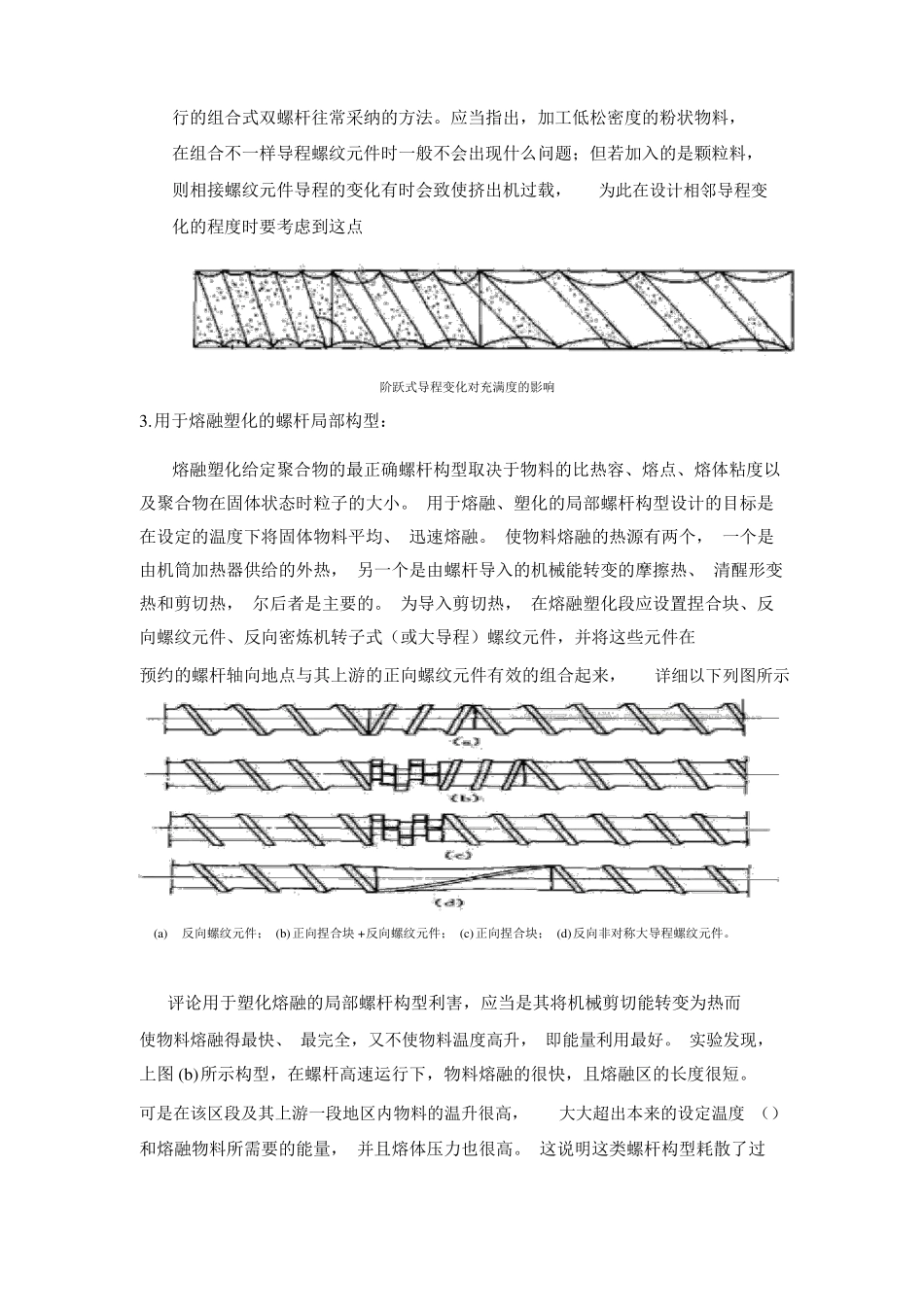
应当指出,加工低松密度的粉状物料,在组合不一样导程螺纹元件时一般不会出现什么问题;但若加入的是颗粒料,则相接螺纹元件导程的变化有时会致使挤出机过载,为此在设计相邻导程变化的程度时要考虑到这点阶跃式导程变化对充满度的影响3
用于熔融塑化的螺杆局部构型:熔融塑化给定聚合物的最正确螺杆构型取决于物料的比热容、熔点、熔体粘度以及聚合物在固体状态时粒子的大小
用于熔融、塑化的局部螺杆构