产品型号:产品名称:工艺文件名称:涂装关键工序指导书文件编号:编制:审核:标准:会签:批准:涂装关键工序指导书产品型号产品名称工序号工序名称1前处理文件编号:共5页第1页1操作步骤1
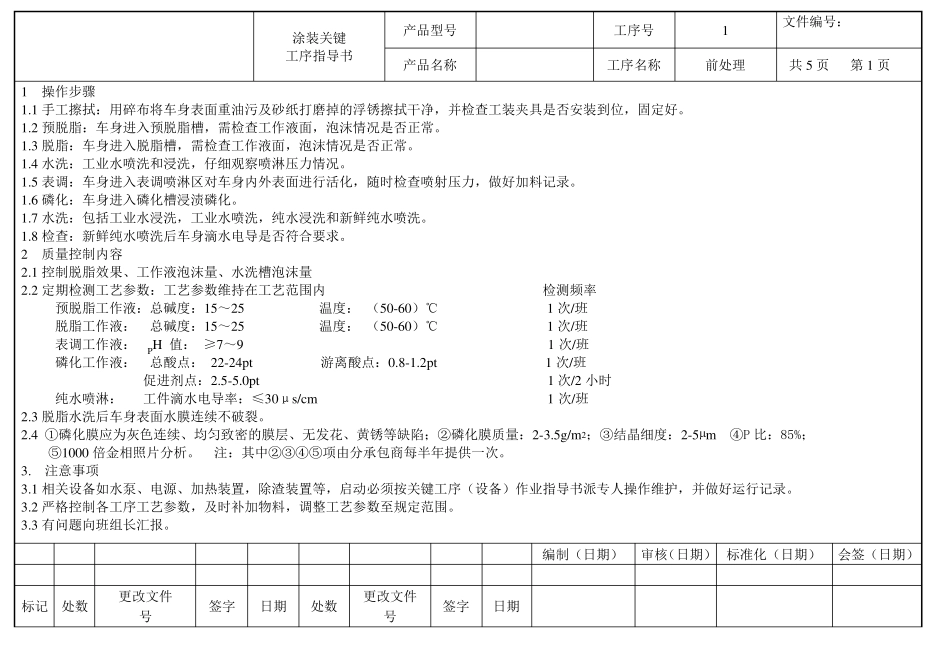
1手工擦拭:用碎布将车身表面重油污及砂纸打磨掉的浮锈擦拭干净,并检查工装夹具是否安装到位,固定好
2预脱脂:车身进入预脱脂槽,需检查工作液面,泡沫情况是否正常
3脱脂:车身进入脱脂槽,需检查工作液面,泡沫情况是否正常
4水洗:工业水喷洗和浸洗,仔细观察喷淋压力情况
5表调:车身进入表调喷淋区对车身内外表面进行活化,随时检查喷射压力,做好加料记录
6磷化:车身进入磷化槽浸渍磷化
7水洗:包括工业水浸洗,工业水喷洗,纯水浸洗和新鲜纯水喷洗
8检查:新鲜纯水喷洗后车身滴水电导是否符合要求
2质量控制内容2
1控制脱脂效果、工作液泡沫量、水洗槽泡沫量2
2定期检测工艺参数:工艺参数维持在工艺范围内检测频率预脱脂工作液:总碱度:15~25温度:(50-60)℃1次/班脱脂工作液:总碱度:15~25温度:(50-60)℃1次/班表调工作液:PH值:≥7~91次/班磷化工作液:总酸点:22-24pt游离酸点:0
2pt1次/班促进剂点:2
0pt1次/2小时纯水喷淋:工件滴水电导率:≤30μs/cm1次/班2
3脱脂水洗后车身表面水膜连续不破裂
4①磷化膜应为灰色连续、均匀致密的膜层、无发花、黄锈等缺陷;②磷化膜质量:2-3
5g/m2;③结晶细度:2-5µm④P比:85%;⑤1000倍金相照片分析
注:其中②③④⑤项由分承包商每半年提供一次
1相关设备如水泵、电源、加热装置,除渣装置等,启动必须按关键工序(设备)作业指导书派专人操作维护,并做好运行记录
2严格控制各工序工艺参数,及时补加物料,调整工艺参数至规定范围
3有问题向班组长汇