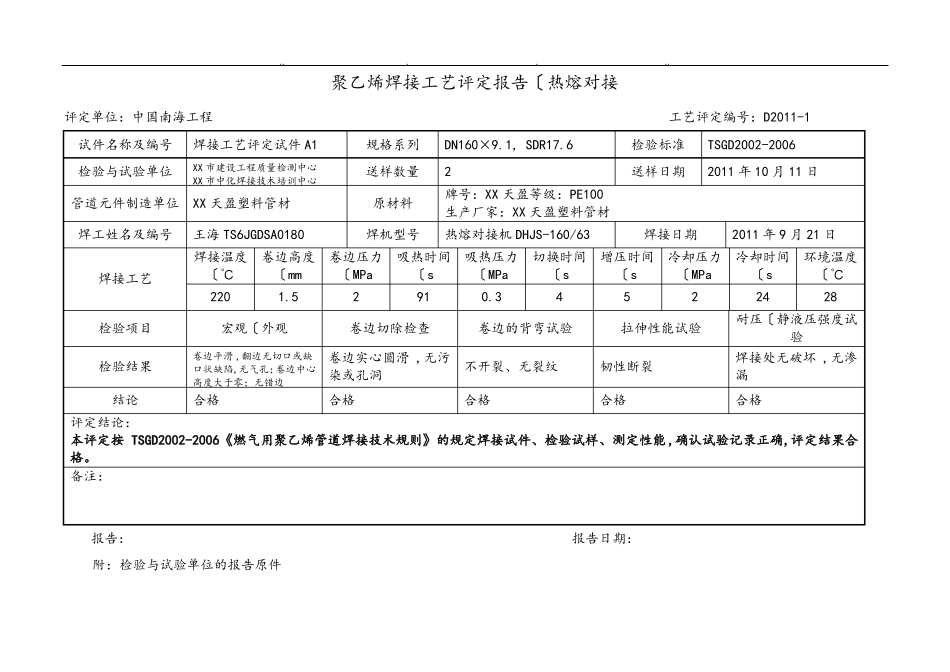
聚乙烯焊接工艺评定报告〔热熔对接评定单位:中国南海工程试件名称及编号焊接工艺评定试件A1检验与试验单位XX市建设工程质量检测中心XX市中化焊接技术培训中心工艺评定编号:D2011-1规格系列送样数量原材料焊机型号DN160×9
1,SDR17
62牌号:XX天盈等级:PE100生产厂家:XX天盈塑料管材热熔对接机DHJS-160/63焊接日期2011年9月21日检验标准送样日期TSGD2002-20062011年10月11日管道元件制造单位XX天盈塑料管材焊工姓名及编号王海TS6JGDSA0180焊接工艺焊接温度卷边高度卷边压力吸热时间吸热压力切换时间增压时间冷却压力冷却时间环境温度〔℃〔mm〔MPa〔s〔MPa〔s〔s〔MPa〔s〔℃2201
34522428耐压〔静液压强度试验焊接处无破坏,无渗漏合格检验项目检验结果结论宏观〔外观卷边平滑,翻边无切口或缺口状缺陷,无气孔;卷边中心高度大于零;无错边卷边切除检查卷边的背弯试验拉伸性能试验韧性断裂合格卷边实心圆滑,无污不开裂、无裂纹染或孔洞合格合格合格评定结论:本评定按TSGD2002-2006《燃气用聚乙烯管道焊接技术规则》的规定焊接试件、检验试样、测定性能,确认试验记录正确,评定结果合格
备注:报告:报告日期:附:检验与试验单位的报告原件
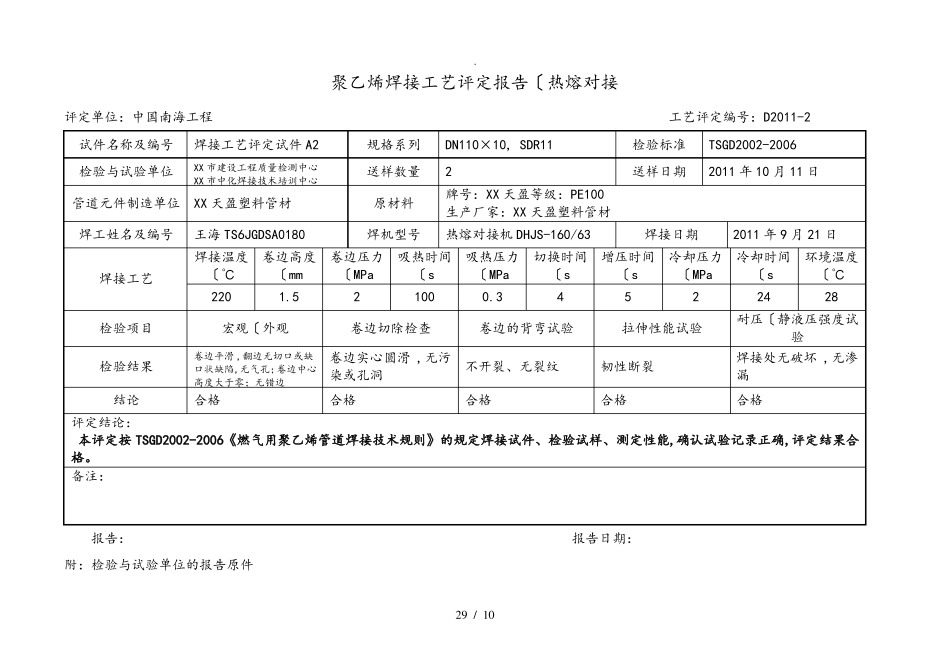
聚乙烯焊接工艺评定报告〔热熔对接评定单位:中国南海工程试件名称及编号焊接工艺评定试件A2检验与试验单位XX市建设工程质量检测中心XX市中化焊接技术培训中心工艺评定编号:D2011-2规格系列送样数量原材料焊机型号DN110×10,SDR112牌号:XX天盈等级:PE100生产厂家:XX天盈塑料管材热熔对接机DHJS-160/63焊接日期2011年9月21日检验标准送样日期TSGD2002-20062011年10月11日管道元件制造单位XX天盈塑料管材焊工姓名及编