铝合金/高强钢异种金属电阻点焊接头组织观察研究关键词:铝合金,高强钢,电阻点焊,微观组织,性能(本文大部分来自论文:《铝合金/高强钢异种金属电阻点焊研究》)研究原因:随着高强钢、铝合金轻量化材料在汽车制造中应用量的增加,铝合金/高强钢异种金属连接科学技术便成为亟待解决的问题
研究难点:由于铝合金与高强钢异种金属间物理性能存在显著的差异,且Fe在Al中的固溶度极低,导致铝合金/高强钢异种金属的焊接性极差,焊接接头中容易产生缩孔、裂纹等缺陷及硬脆的金属间化合物,大幅度降低了接头的力学性能
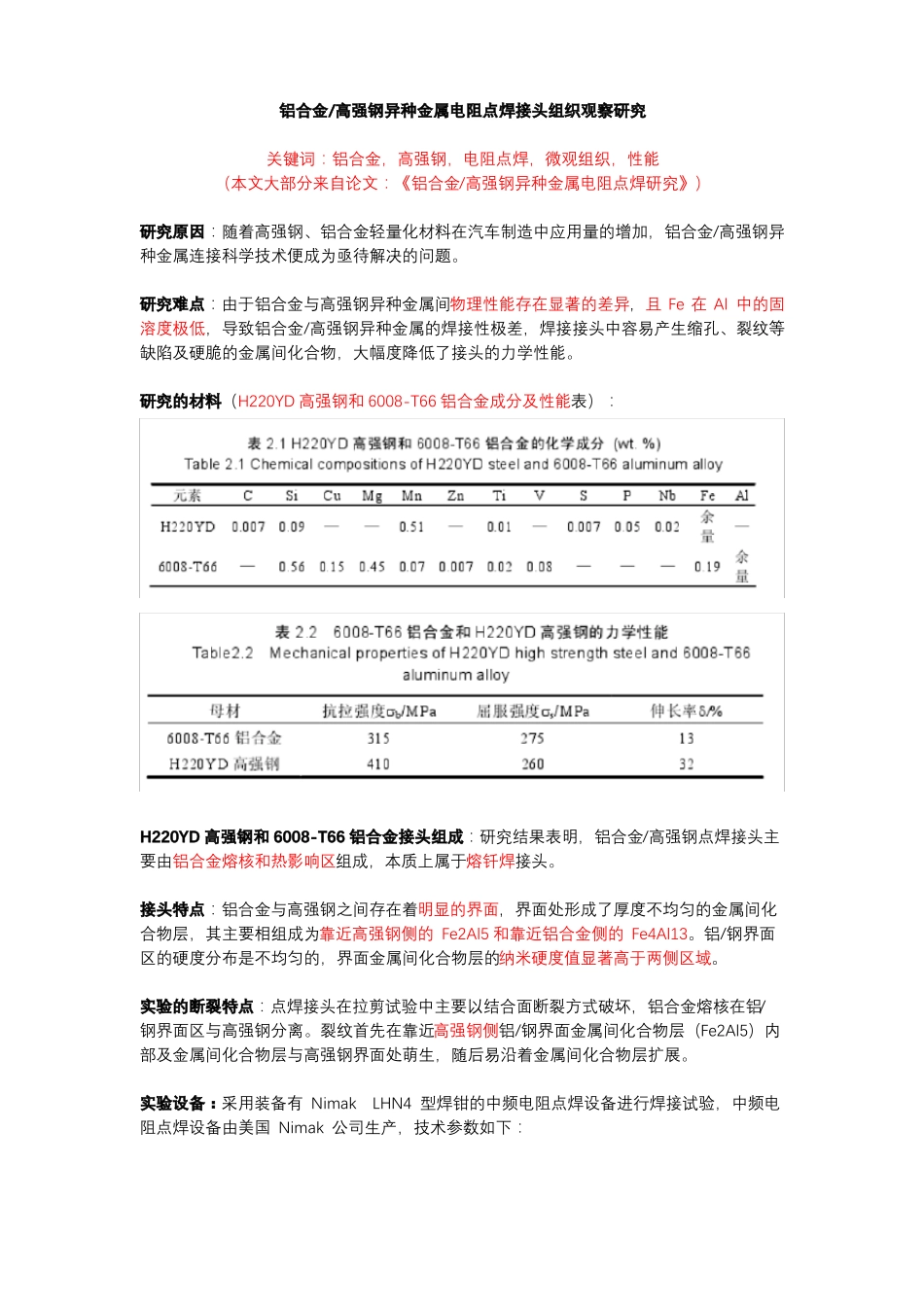
研究的材料(H220YD高强钢和6008-T66铝合金成分及性能表):H220YD高强钢和6008-T66铝合金接头组成:研究结果表明,铝合金/高强钢点焊接头主要由铝合金熔核和热影响区组成,本质上属于熔钎焊接头
接头特点:铝合金与高强钢之间存在着明显的界面,界面处形成了厚度不均匀的金属间化合物层,其主要相组成为靠近高强钢侧的Fe2Al5和靠近铝合金侧的Fe4Al13
铝/钢界面区的硬度分布是不均匀的,界面金属间化合物层的纳米硬度值显著高于两侧区域
实验的断裂特点:点焊接头在拉剪试验中主要以结合面断裂方式破坏,铝合金熔核在铝/钢界面区与高强钢分离
裂纹首先在靠近高强钢侧铝/钢界面金属间化合物层(Fe2Al5)内部及金属间化合物层与高强钢界面处萌生,随后易沿着金属间化合物层扩展
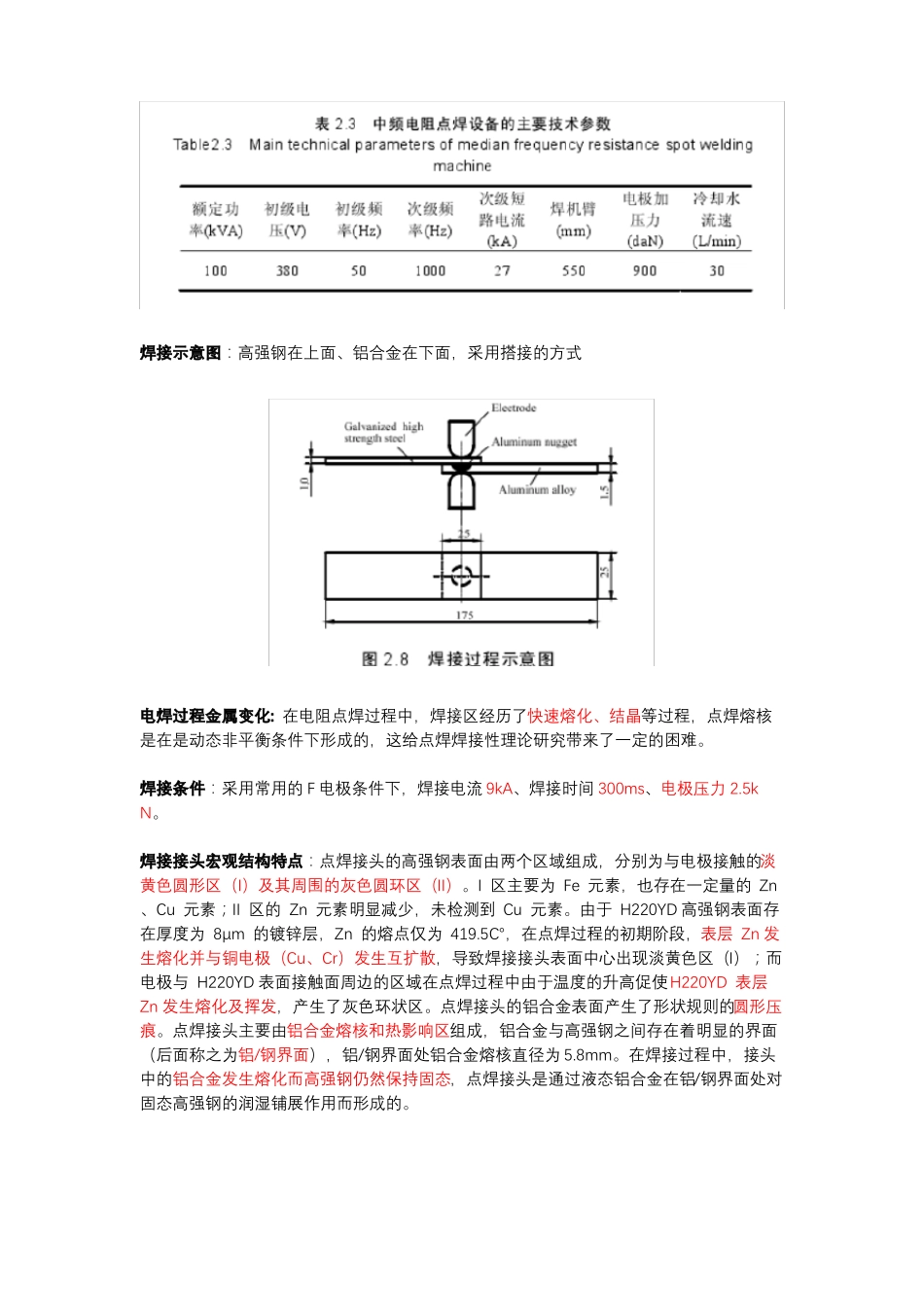
实验设备:采用装备有NimakLHN4型焊钳的中频电阻点焊设备进行焊接试验,中频电阻点焊设备由美国Nimak公司生产,技术参数如下:焊接示意图:高强钢在上面、铝合金在下面,采用搭接的方式电焊过程金属变化:在电阻点焊过程中,焊接区经历了快速熔化、结晶等过程,点焊熔核是在是动态非平衡条件下形成的,这给点焊焊接性理论研究带来了一定的困难
焊接条件:采用常用的F电极条件下,焊接电流9kA、焊接时间300ms、电极压力2