文档大全金属切割用圆锯片说明金属切割圆锯片目前按所切割固态金属材料的状态、形状等,分为冷切圆锯片、热切圆锯片、硬质合金圆锯片
冷切锯片:金属冷切圆锯片用于各种轧钢、冷弯型钢及高频焊管企业,可以按客户要求与各种类型的圆锯片锯机配套使用
对热轧、冷弯生产的各种型材、管材、小规格棒材进行去头、去尾、定尺切断,工件温度一般在室温状态
在金属型材冷却、矫直以后进行锯切
锯片用材料一般为45Mn2V、50Mn2V、65Mn、75Cr1等;冷切锯片分为两种:一种整体锯片,锯片整体硬度HRC44-48;另一种为齿尖硬度在HRC48-62,片体硬度在HRC28-35
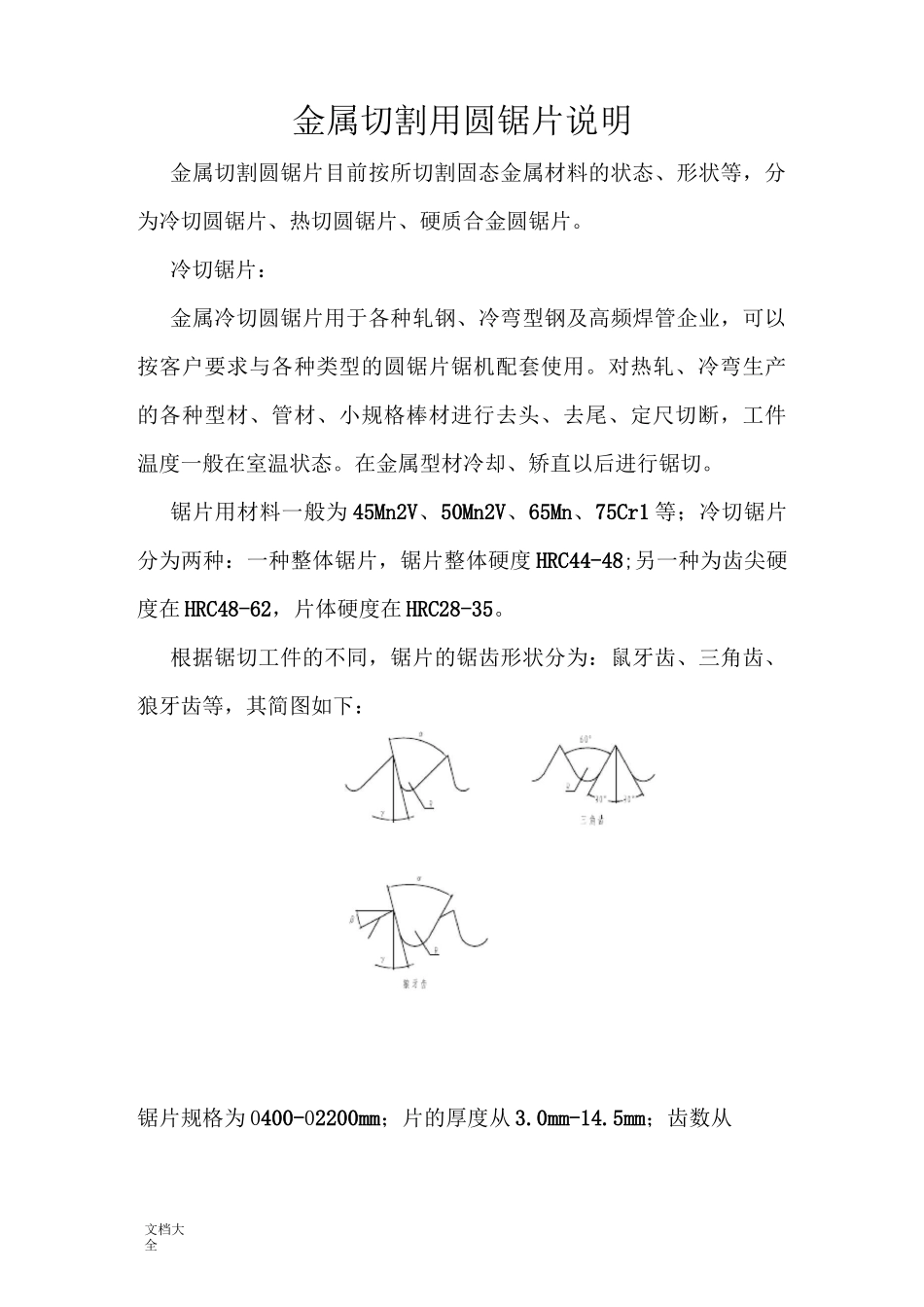
根据锯切工件的不同,锯片的锯齿形状分为:鼠牙齿、三角齿、狼牙齿等,其简图如下:锯片规格为0400-02200mm;片的厚度从3
0mm-14
5mm;齿数从文档大全80-830齿
锯机应配备足够功率的主电机,提供足够的锯切动力和切削速度
对锯机的要求:锯机性能:锯机应整体刚性良好,加工装配精度高,进给平稳,进给速度要求在0—200mm/s之间连续可调
锯片夹盘:锯片夹盘要保持良好的自身精度,并且刚性良好,可以均匀、牢固地夹紧锯片,以减小锯片运转时的摆动偏差和振动
各种直径夹盘的端跳、径跳应符合下表数值
夹盘(mm)\精度项目-^\V①300上①300—①500>0500—0750固定夹盘端面圆跳动(mm)W0
04锯片安装位径向圆跳动(mm)W0
02为了保证锯片平稳运行,在满足工件锯切的前提下,锯片夹盘应尽量选择较大直径,一般是锯片径的40%—50%
对锯片防护罩的要求:为了保证锯切过程的安全,锯机应设有完善的防护罩,其钢板厚度要大于10mm,覆盖面积大于锯片面积的2/3,要有足够的抗冲击力
冷却系统:对于①1200mm以下的锯片,冷却系统应提供$3
0MPa的压力水,①1200mm以