水泵的生产加工流程、种类水泵主要有两种:一、齿轮泵;二、离心泵
二、齿轮泵定义齿轮泵是借一对相互啮合的齿轮将电动机所输出之机械能转换为液压能的转换装置
齿轮泵的工作原理齿轮泵是用两个齿轮互啮转动来工作,对介质要求不高
齿轮泵适用于输送不含颗粒纤维,无腐蚀性,温度不高于200°C,粘度不大于1500CST的重油、柴油、机械油,以及性质类似的其它液体,可作为传输,增压,燃油喷射,液压以及润滑泵,不锈钢齿轮泵适于输送不含固体腐蚀介质
一般的压力在6MPa以下,流量较大
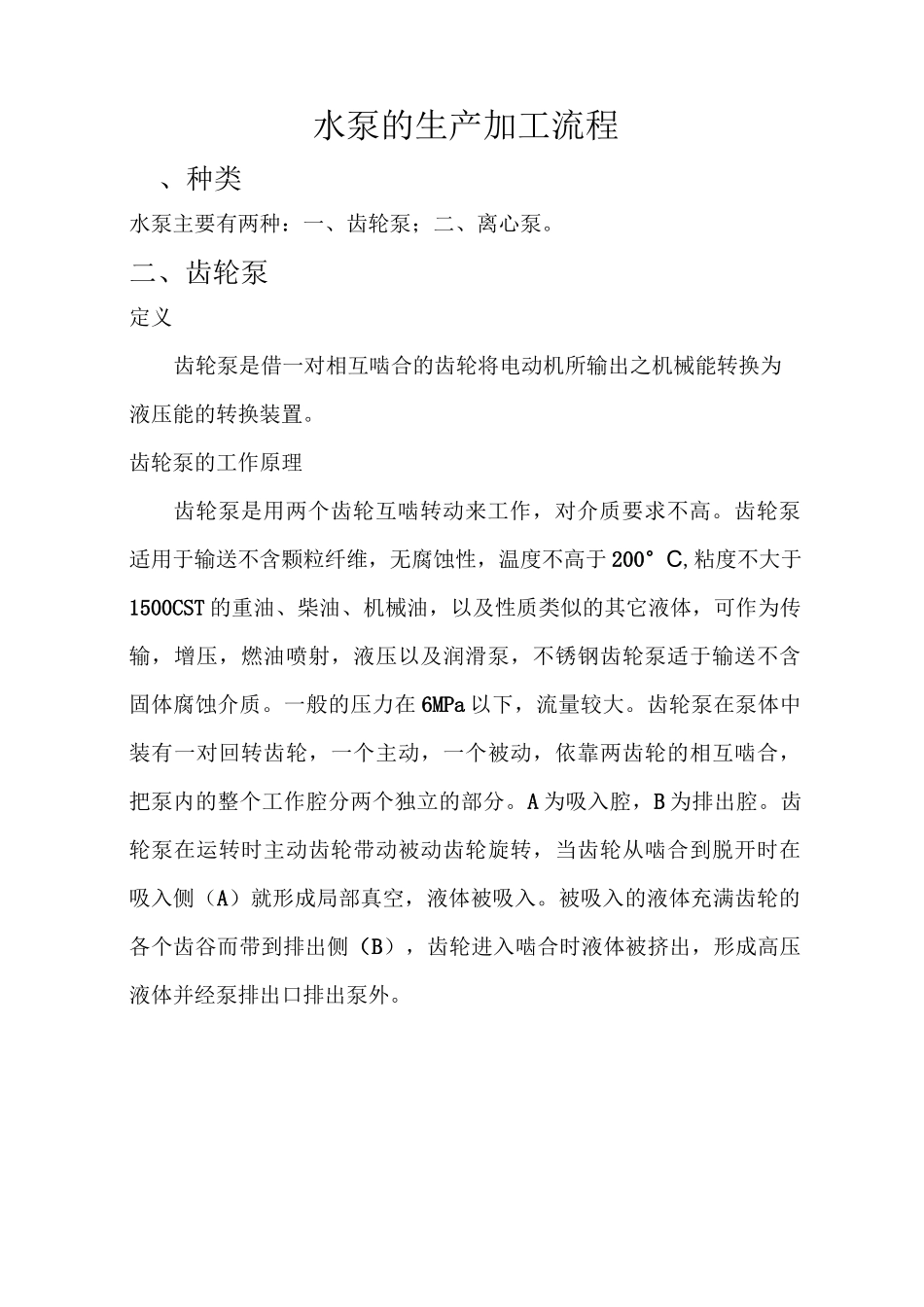
齿轮泵在泵体中装有一对回转齿轮,一个主动,一个被动,依靠两齿轮的相互啮合,把泵内的整个工作腔分两个独立的部分
A为吸入腔,B为排出腔
齿轮泵在运转时主动齿轮带动被动齿轮旋转,当齿轮从啮合到脱开时在吸入侧(A)就形成局部真空,液体被吸入
被吸入的液体充满齿轮的各个齿谷而带到排出侧(B),齿轮进入啮合时液体被挤出,形成高压液体并经泵排出口排出泵外
齿轮泵特点1
结构紧凑,使用和保养方便
具有良好的自吸性,故每次开泵前无须灌入液体
齿轮泵的润滑是靠输送的液体而自动达到的,故日常工作时无须别加润滑油
齿轮泵的用途齿轮泵广泛应用于石油、化工、船舶、电力、粮油、食品、医疗、建材、冶金及国防科研等行业
齿轮泵适用于输送不含固体颗粒和纤维,无腐蚀性、温度不高于150°C、粘度为5〜1500cst的润滑油或性质类似润滑油的其它液体
试用各类在常温下有凝固性及高寒地区室外安装和工艺过程中要求保温的场合
齿轮泵制造齿轮泵壳体多数齿轮泵采用铝台金泵体,这是因为铝合金重量轻、加工容易,而且铝合金泵体在加工较少产生粉尘,而且容易清洗.泵体的毛坯以往一直采用金属型铸造工艺,随着齿轮泵向高压化方向发展,铸造泵体的强度已不能满足要求.因此,不少企业开始采用铝合金挤压型材做为泵体毛坯,由于挤压型材和铸件的合金成分及成型工艺不同,型材泵体毛坯的