常规平焊的焊接方法平焊平焊时,由于焊缝处在水平位置,熔滴主要靠自重自然过渡,所以操作比较容易,允许用较大直径的焊条和较大的电流,故生产率高
如果参数选择及操作不当,容易在根部形成未焊透或焊瘤
运条及焊条角度不正确时,熔渣和铁水易出现混在一起分不清的现象,或熔渣超前形成夹渣
平焊又分为平对接焊和平角接焊
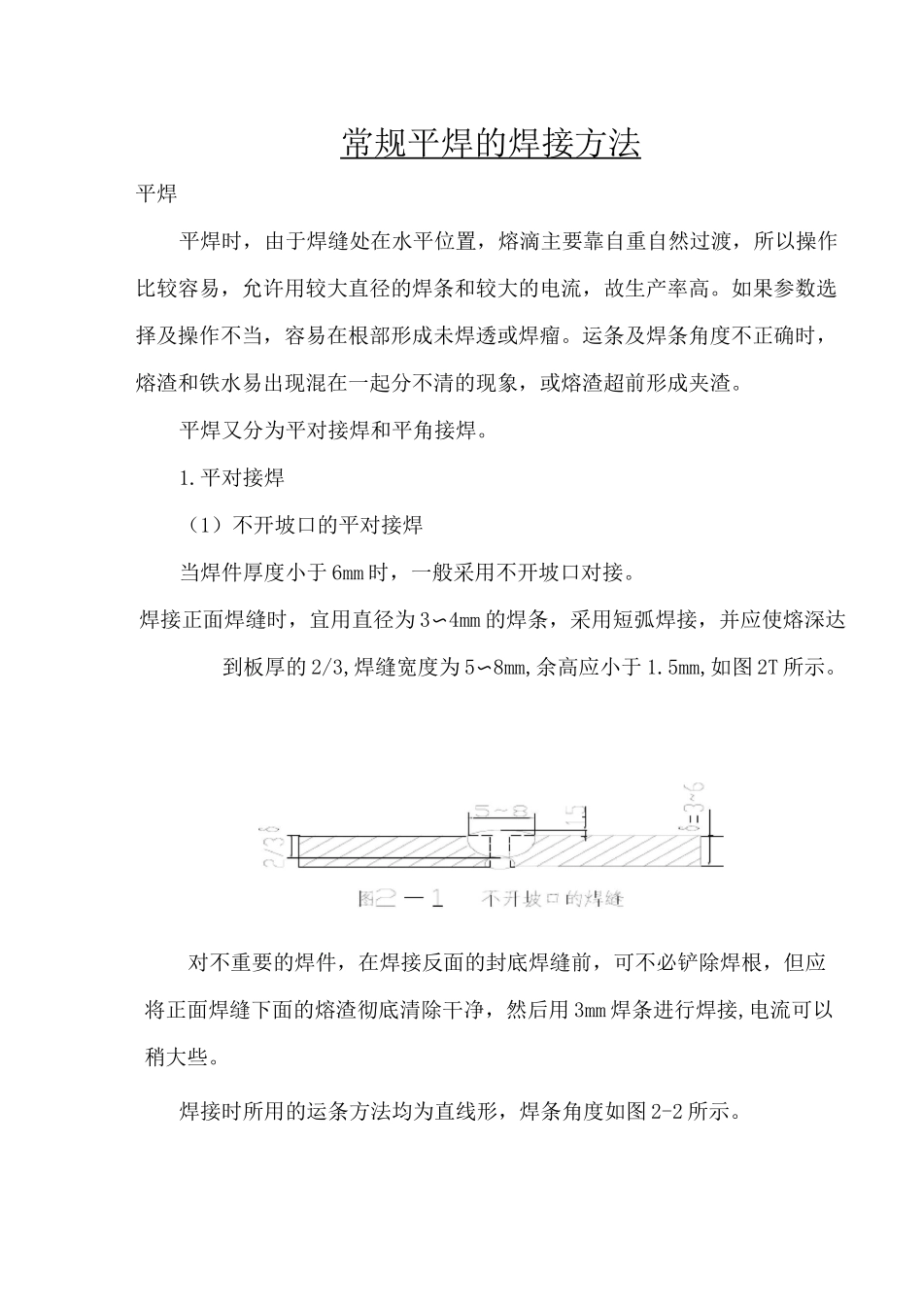
平对接焊(1)不开坡口的平对接焊当焊件厚度小于6mm时,一般采用不开坡口对接
焊接正面焊缝时,宜用直径为3〜4mm的焊条,采用短弧焊接,并应使熔深达到板厚的2/3,焊缝宽度为5〜8mm,余高应小于1
5mm,如图2T所示
对不重要的焊件,在焊接反面的封底焊缝前,可不必铲除焊根,但应将正面焊缝下面的熔渣彻底清除干净,然后用3mm焊条进行焊接,电流可以稍大些
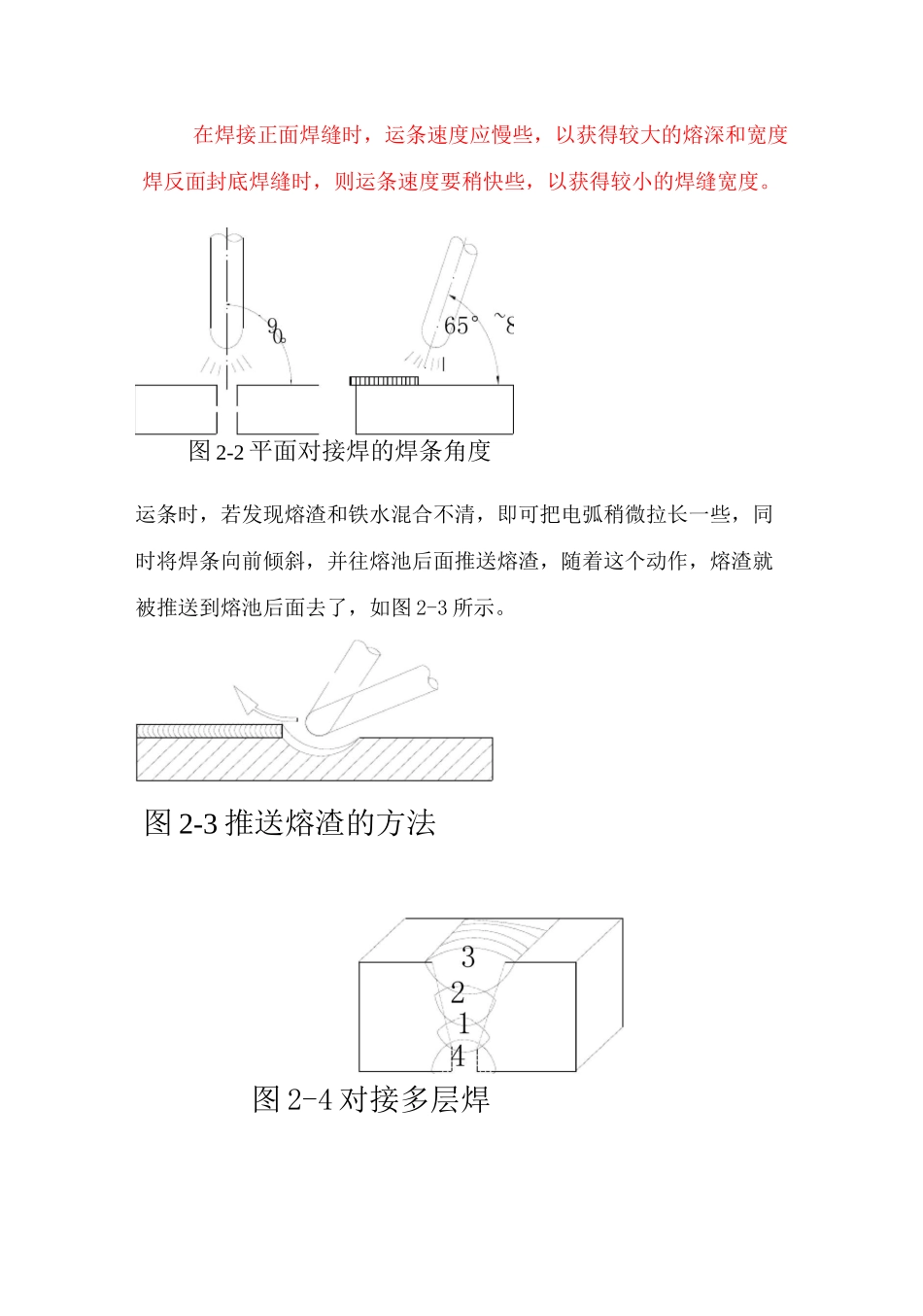
焊接时所用的运条方法均为直线形,焊条角度如图2-2所示
在焊接正面焊缝时,运条速度应慢些,以获得较大的熔深和宽度焊反面封底焊缝时,则运条速度要稍快些,以获得较小的焊缝宽度
图2-2平面对接焊的焊条角度运条时,若发现熔渣和铁水混合不清,即可把电弧稍微拉长一些,同时将焊条向前倾斜,并往熔池后面推送熔渣,随着这个动作,熔渣就被推送到熔池后面去了,如图2-3所示
图2-3推送熔渣的方法图2-4对接多层焊(2)开坡口的平对接焊当焊件厚度等于或大于6mm时,因为电弧的热量很难使焊缝的根部焊透,所以应开坡口
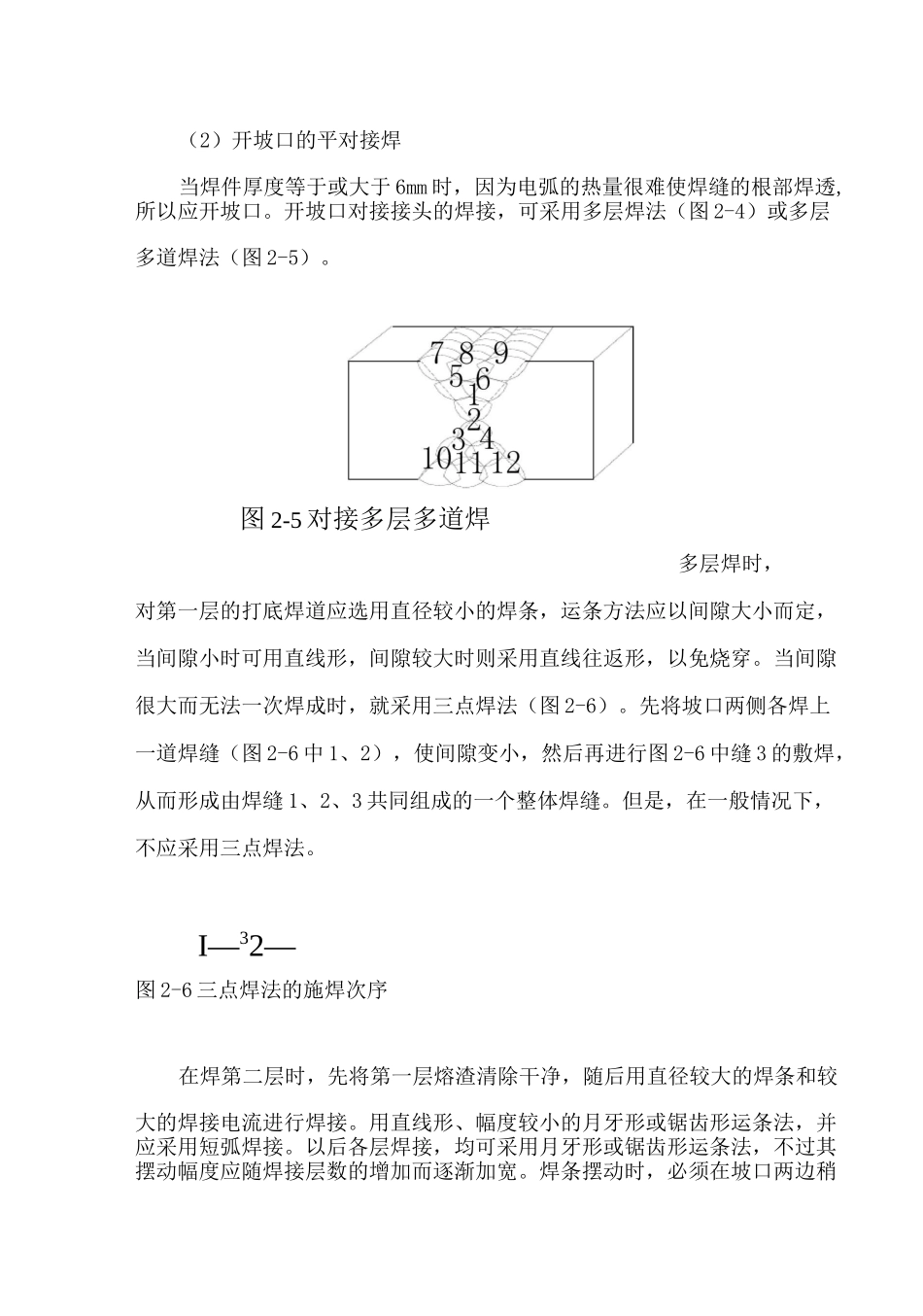
开坡口对接接头的焊接,可采用多层焊法(图2-4)或多层多道焊法(图2-5)
图2-5对接多层多道焊多层焊时,对第一层的打底焊道应选用直径较小的焊条,运条方法应以间隙大小而定,当间隙小时可用直线形,间隙较大时则采用直线往返形,以免烧穿
当间隙很大而无法一次焊成时,就采用三点焊法(图2-6)
先将坡口两侧各焊上一道焊缝(图2-6中1、2),使间隙变小,然后再进行图2-6中缝3的敷焊,从而形成由焊缝1、2、3共同组成的一个整体焊缝