知识目标◎能按零件图和生产条件确定车削加工的步骤
◎能按工件的技术要求,正确选择车削方法,并能选择和提出保证技术要求的夹具
◎能根据工件的几何形状、材料、合理选择切削用量
◎能分析产生废品的原因和预防方法
技能目标◎能根据工件选择、刃磨合适的刀具
◎能根据零件的需要熟练掌握工、夹、量具和机床设备
◎能按工艺步骤正确车削工件,解决实际操作中的问题
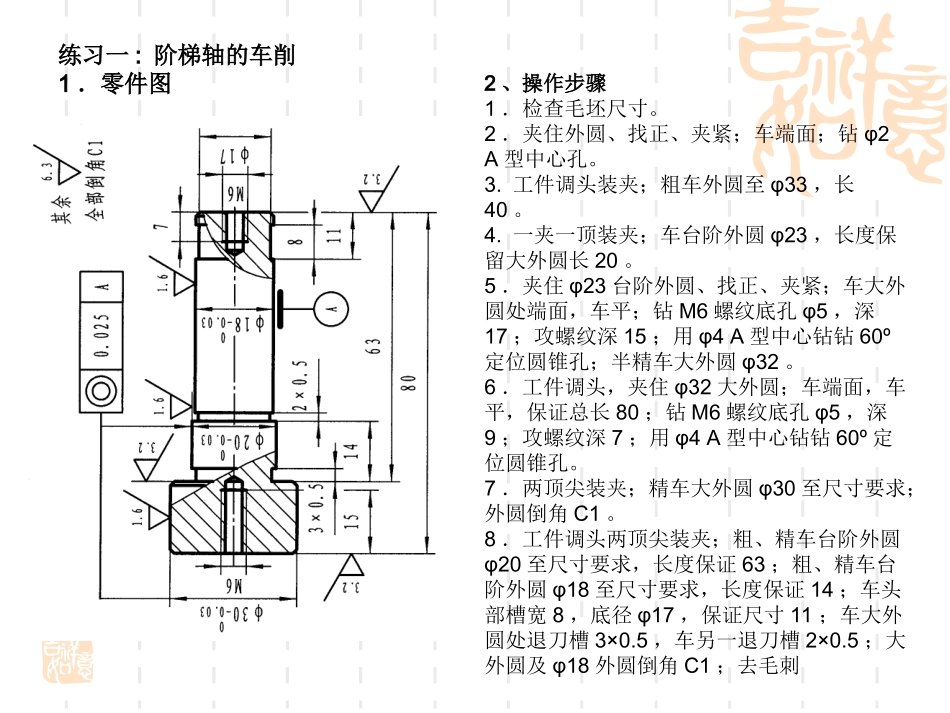
项目十五中级工模拟练习任务一:中等复杂零件的加工任务二:编制工艺并加工练习一:阶梯轴的车削1.零件图2、操作步骤1.检查毛坯尺寸
2.夹住外圆、找正、夹紧;车端面;钻φ2A型中心孔
工件调头装夹;粗车外圆至φ33,长40
一夹一顶装夹;车台阶外圆φ23,长度保留大外圆长20
5.夹住φ23台阶外圆、找正、夹紧;车大外圆处端面,车平;钻M6螺纹底孔φ5,深17;攻螺纹深15;用φ4A型中心钻钻60º定位圆锥孔;半精车大外圆φ32
6.工件调头,夹住φ32大外圆;车端面,车平,保证总长80;钻M6螺纹底孔φ5,深9;攻螺纹深7;用φ4A型中心钻钻60º定位圆锥孔
7.两顶尖装夹;精车大外圆φ30至尺寸要求;外圆倒角C1
8.工件调头两顶尖装夹;粗、精车台阶外圆φ20至尺寸要求,长度保证63;粗、精车台阶外圆φ18至尺寸要求,长度保证14;车头部槽宽8,底径φ17,保证尺寸11;车大外圆处退刀槽3×0
5,车另一退刀槽2×0
5;大外圆及φ18外圆倒角C1;去毛刺练习二:接合轴的车削1.零件图2、操作步骤1.检查毛坯尺寸2
夹住外圆、找正、夹紧;车端面;钻φ2
5A型中心孔
3.一夹一顶装夹;粗车台阶外圆至Ф28,保留大外圆长25;粗车小台阶外圆至Ф23,保留Ф28台阶长90
工件调头装夹外圆Ф28处,找正夹紧;粗、精车大平面;粗、精车大外圆至Ф52,倒角C1;钻Ф32孔,深10;粗、精车孔Ф35至尺寸要求,深15;钻φ2