1/12工艺排风技术方案工程范围:屋面、管井主管及下夹层主支管
包含以下系统有毒排气系统TEX的安装
酸性排气系统SCX的安装
碱性排气系统AEX的安装
有机排气系统VEX的安装
普通排气系统PGEX的安装
洁净区酸碱及有毒排风系统采用SUS304+ECTFEcoating风管;有机排采用SUS304风管;非洁净区酸碱排采用玻璃钢风管;有毒排仍然采用SUS304+ECTFEcoating风管;所有普通排采用镀锌风管
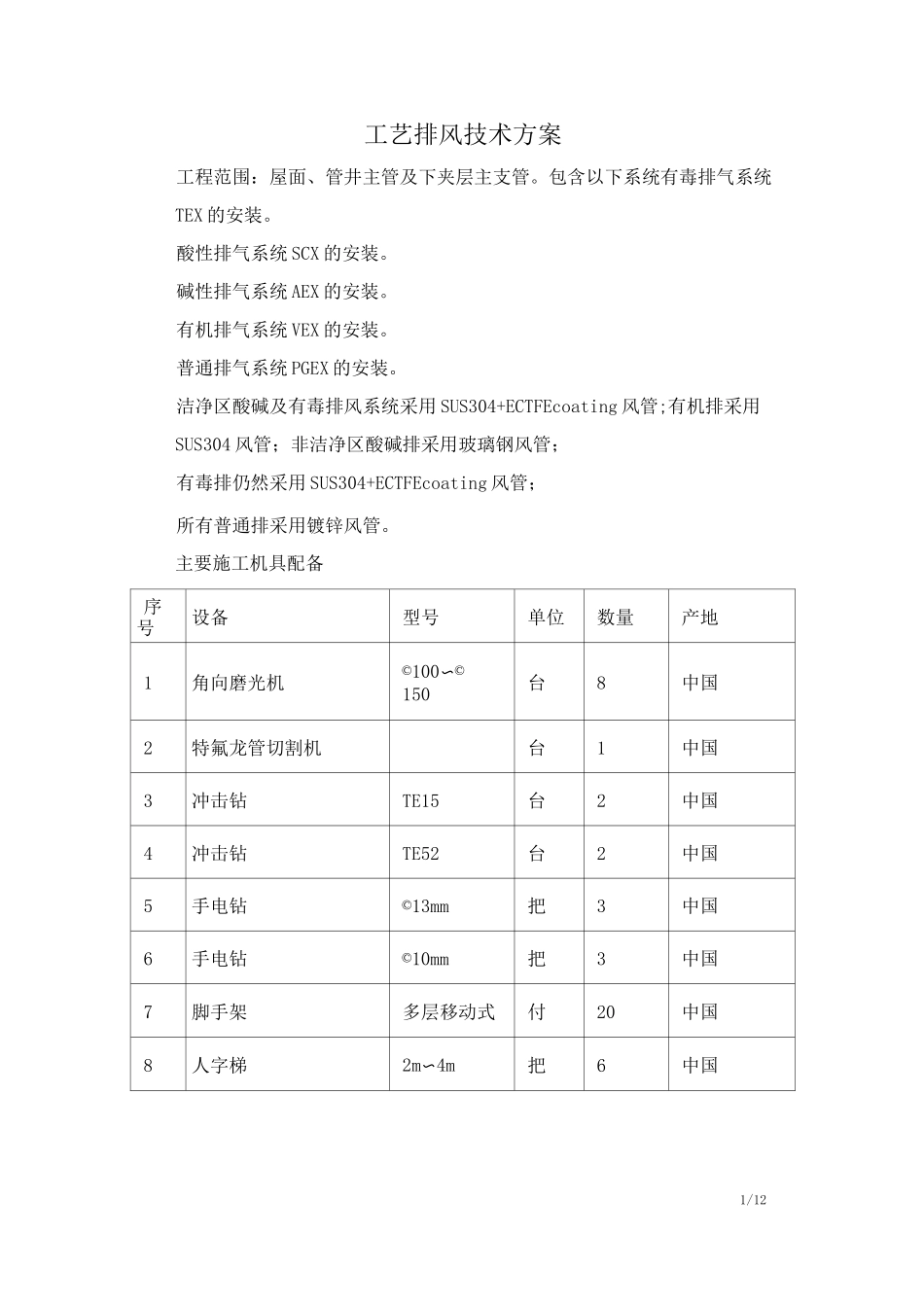
主要施工机具配备序号设备型号单位数量产地1角向磨光机©100〜©150台8中国2特氟龙管切割机台1中国3冲击钻TE15台2中国4冲击钻TE52台2中国5手电钻©13mm把3中国6手电钻©10mm把3中国7脚手架多层移动式付20中国8人字梯2m〜4m把6中国2/129手动叉车1T〜5T台6中国10特氟龙涂层针孔测试仪台1中国11棘轮扳手14-17把20中国12棘轮扳手13-14把20中国13呆扳手14-17把20中国14呆扳手机13-14把20中国不锈钢焊接风管及内衬特氟龙风管制作不锈钢内衬特氟龙风管不锈钢板厚依据国家质量验收规范及FM认证标准圆形风管mm壁厚mm100-3000
8350-5001
0550-10001
2不锈钢管板厚依据国家质量验收规范标准选择(均高于规范标准)矩形风管长边尺寸mm壁厚mmBW500mm0
8500mmVBV1400mm1
01400mmWBV2000mm1
2B±2000mm1
5不锈钢风管及内衬特氟龙风管制作方法及工艺流程
不锈钢板下料f品质检验f车间领料f展开下料f上自动卷圆机f上自动氩弧焊机f自动焊接f套法兰f上自动翻边机f自动翻边f成型3/12f产品检验f出货f管口与法兰固定ff特氟龙涂层喷涂前检验f先对风管进行内外清洗-高压喷砂f外层铝箔纸包装f特氟龙涂层喷涂、进烤箱干燥烧结f出炉f清洗、检验f映标识、包装f出货不锈