水泵泵壳修复马保华关键词:水泵泵壳体修复前言:武钢能源动力总厂供水厂23号水站TP系列高压水泵为能源动力公司受控关键设备,该系列共有水泵六台,可互为备用机组,运行方式为四开两备
水泵型号为350S125,长沙水泵厂制造,功率为274kW,流量1120m3/h,扬程95米,出口压力1
6MPa,主要负责向武刚7号高炉风口小套冷却供水
该系统自2006年投产以来,一直较为正常运行,其中TP1水泵由于经长期运行,泵壳底部出现漏水现象,不能正常运行,导致系统备用机组紧张,影响高炉安全稳定运行
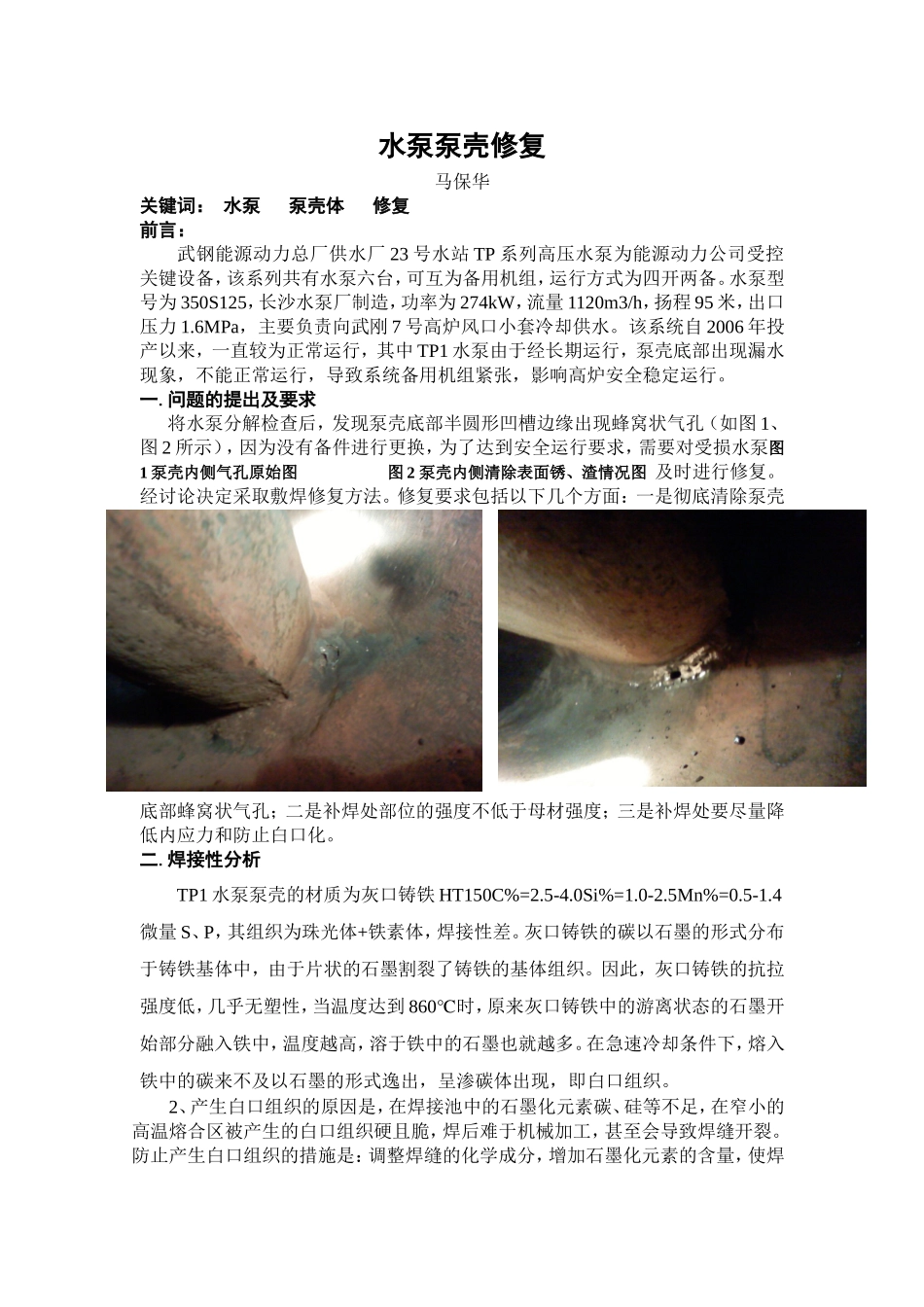
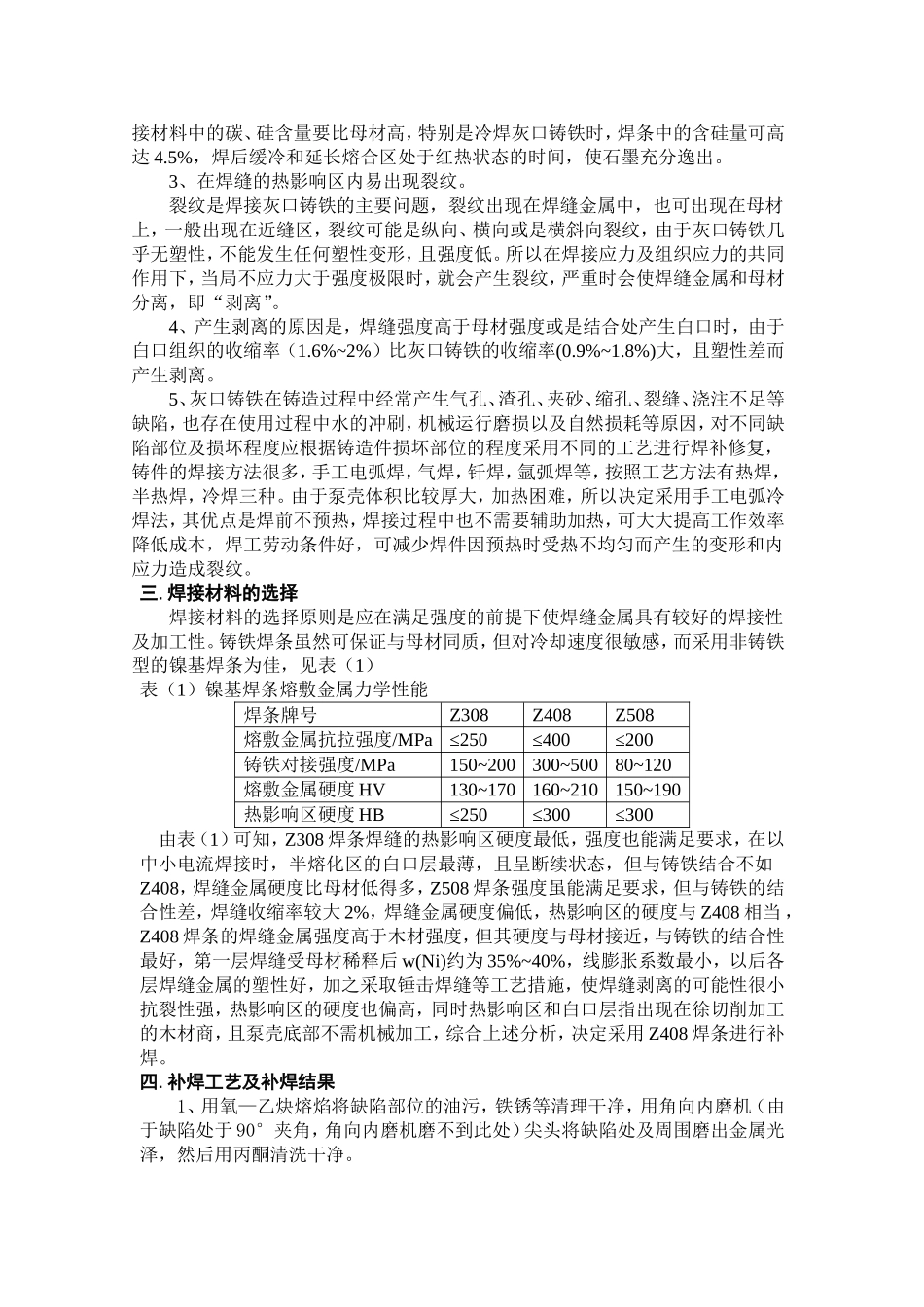
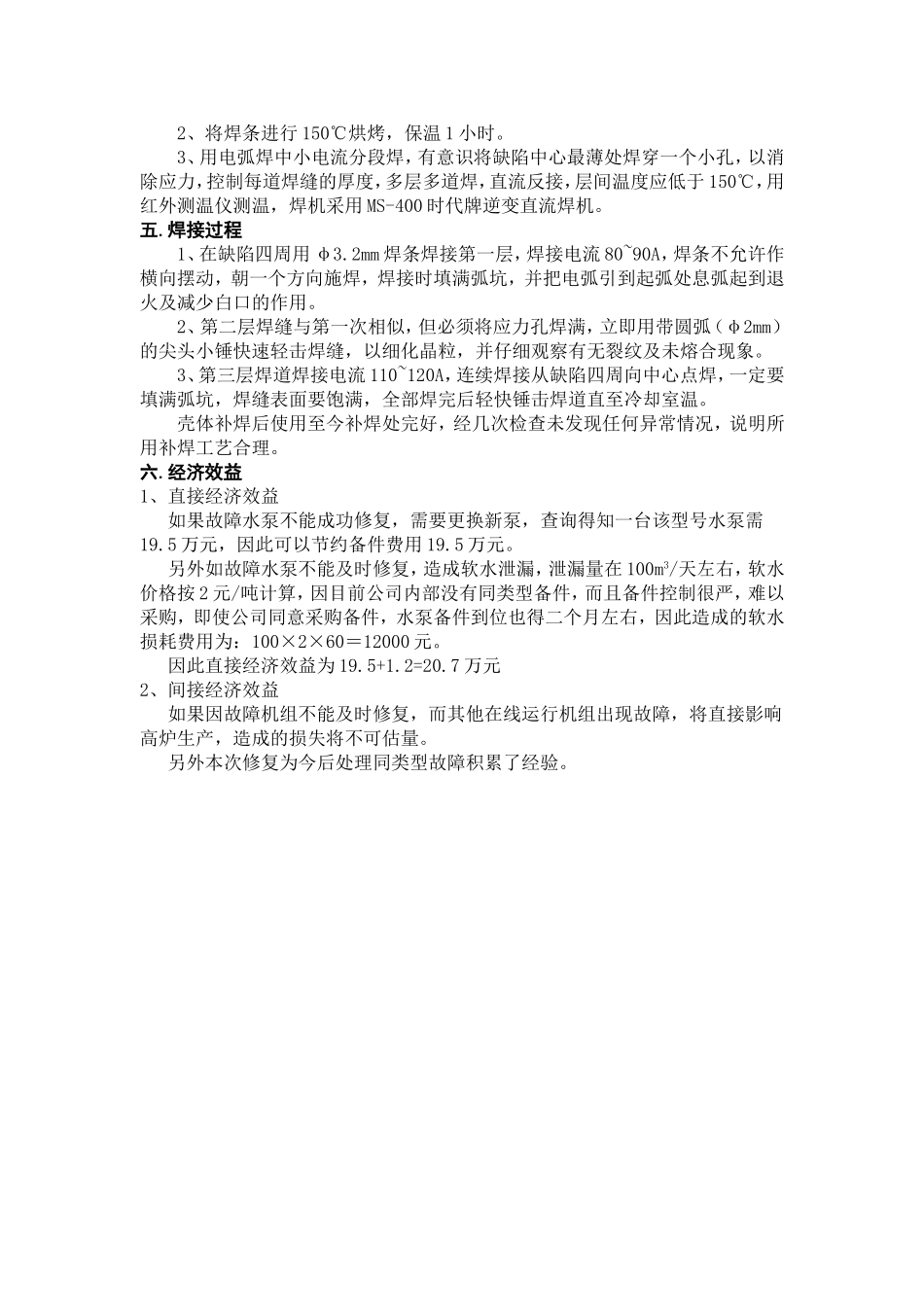
问题的提出及要求将水泵分解检查后,发现泵壳底部半圆形凹槽边缘出现蜂窝状气孔(如图1、图2所示),因为没有备件进行更换,为了达到安全运行要求,需要对受损水泵图1泵壳内侧气孔原始图图2泵壳内侧清除表面锈、渣情况图及时进行修复
经讨论决定采取敷焊修复方法
修复要求包括以下几个方面:一是彻底清除泵壳底部蜂窝状气孔;二是补焊处部位的强度不低于母材强度;三是补焊处要尽量降低内应力和防止白口化
焊接性分析TP1水泵泵壳的材质为灰口铸铁HT150C%=2
0Si%=1
5Mn%=0
4微量S、P,其组织为珠光体+铁素体,焊接性差
灰口铸铁的碳以石墨的形式分布于铸铁基体中,由于片状的石墨割裂了铸铁的基体组织
因此,灰口铸铁的抗拉强度低,几乎无塑性,当温度达到860℃时,原来灰口铸铁中的游离状态的石墨开始部分融入铁中,温度越高,溶于铁中的石墨也就越多
在急速冷却条件下,熔入铁中的碳来不及以石墨的形式逸出,呈渗碳体出现,即白口组织
2、产生白口组织的原因是,在焊接池中的石墨化元素碳、硅等不足,在窄小的高温熔合区被产生的白口组织硬且脆,焊后难于机械加工,甚至会导致焊缝开裂
防止产生白口组织的措施是:调整焊缝的化学成分,增加石墨化元素的含量,使焊接材料中的碳、硅含量要比母材高,特别是冷焊