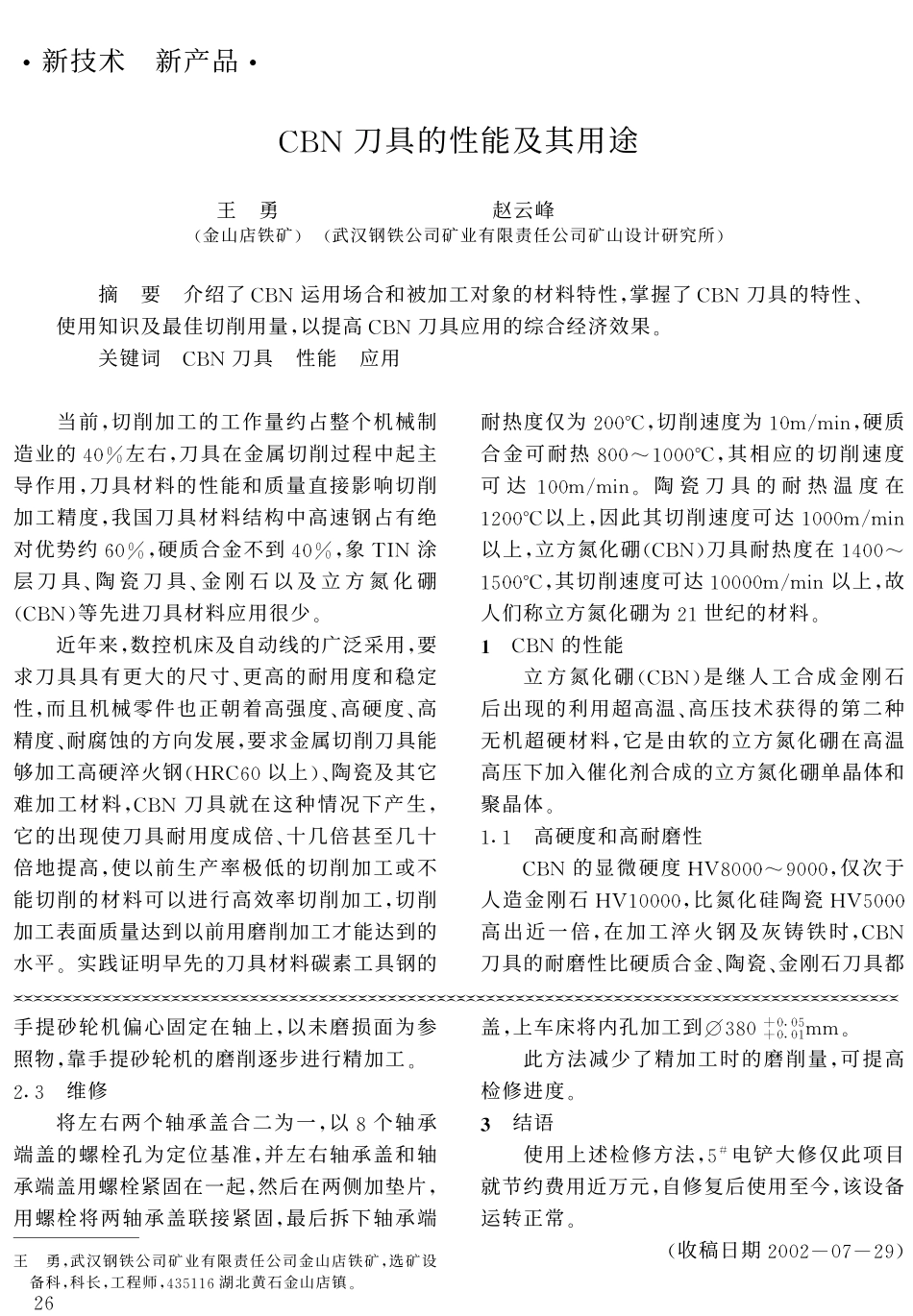
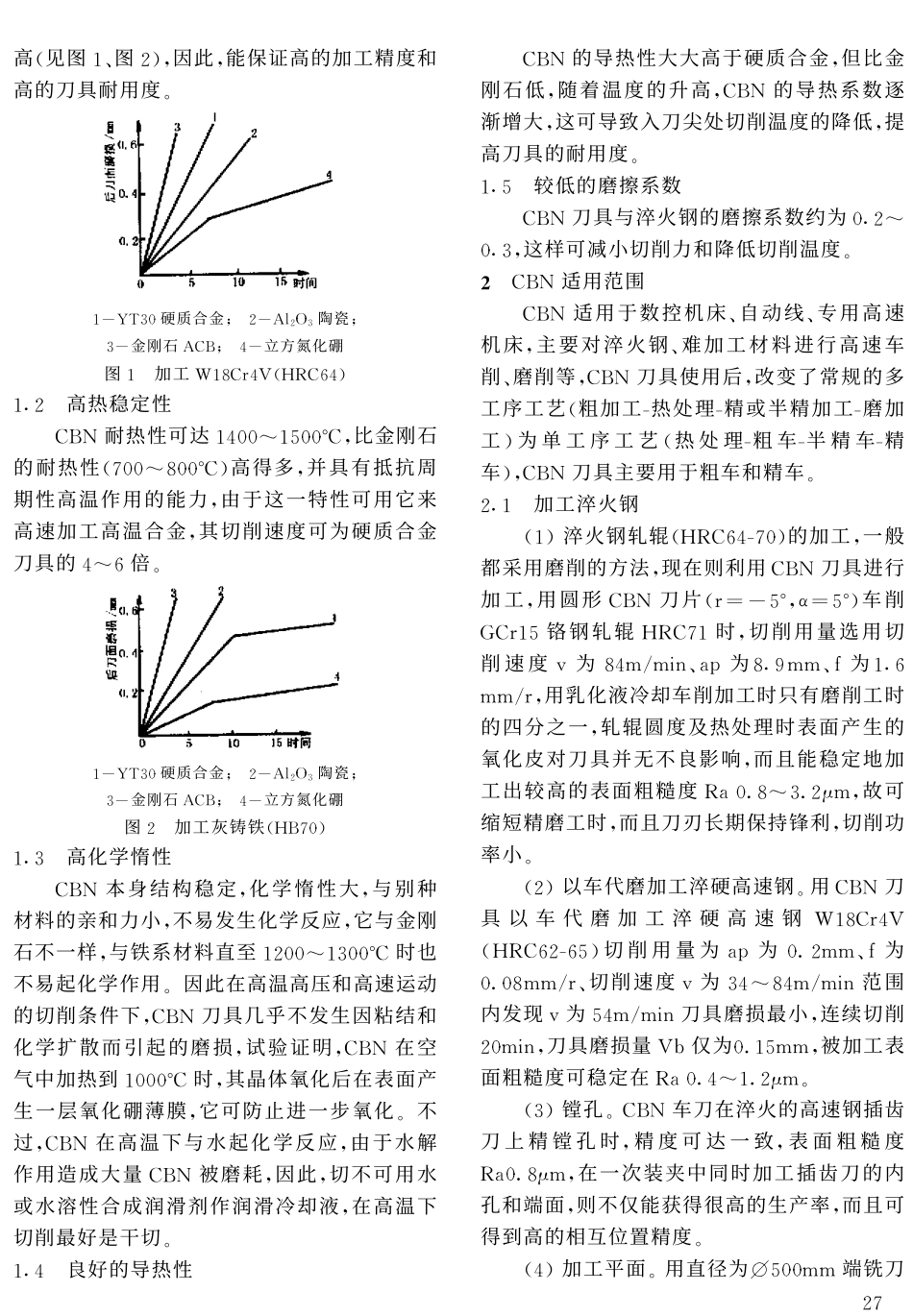
新技术新产品刀具的性能及其用途王勇金山店铁矿赵云峰武汉钢铁公司矿业有限责任公司矿山设计研究所摘要介绍了运用场合和被加工对象的材料特性掌握了刀具的特性使用知识及最佳切削用量以提高刀具应用的综合经济效果关键词刀具性能应用当前切削加工的工作量约占整个机械制造业的左右刀具在金属切削过程中起主导作用刀具材料的性能和质量直接影响切削加工精度我国刀具材料结构中高速钢占有绝对优势约硬质合金不到象涂层刀具陶瓷刀具金刚石以及立方氮化硼等先进刀具材料应用很少近年来数控机床及自动线的广泛采用要求刀具具有更大的尺寸更高的耐用度和稳定性而且机械零件也正朝着高强度高硬度高精度耐腐蚀的方向发展要求金属切削刀具能够加工高硬淬火钢以上陶瓷及其它难加工材料刀具就在这种情况下产生它的出现使刀具耐用度成倍十几倍甚至几十倍地提高使以前生产率极低的切削加工或不能切削的材料可以进行高效率切削加工切削加工表面质量达到以前用磨削加工才能达到的水平实践证明早先的刀具材料碳素工具钢的耐热度仅为切削速度为硬质合金可耐热其相应的切削速度可达陶瓷刀具的耐热温度在以上因此其切削速度可达以上立方氮化硼刀具耐热度在其切削速度可达以上故人们称立方氮化硼为世纪的材料的性能立方氮化硼是继人工合成金刚石后出现的利用超高温高压技术获得的第二种无机超硬材料它是由软的立方氮化硼在高温高压下加入催化剂合成的立方氮化硼单晶体和聚晶体高硬度和高耐磨性的显微硬度仅次于人造金刚石比氮化硅陶瓷高出近一倍在加工淬火钢及灰铸铁时刀具的耐磨性比硬质合金陶瓷金刚石刀具都王勇武汉钢铁公司矿业有限责任公司金山店铁矿选矿设备科科长工程师湖北黄石金山店镇手提砂轮机偏心固定在轴上以未磨损面为参照物靠手提砂轮机的磨削逐步进行精加工维修将左右两个轴承盖合二为一以个轴承端盖的螺栓孔为定位基准并左右轴承盖和轴承端盖用螺栓紧固在一起然后在两侧加垫片用螺栓将两轴承盖联接紧固最后拆下轴承端盖上车床