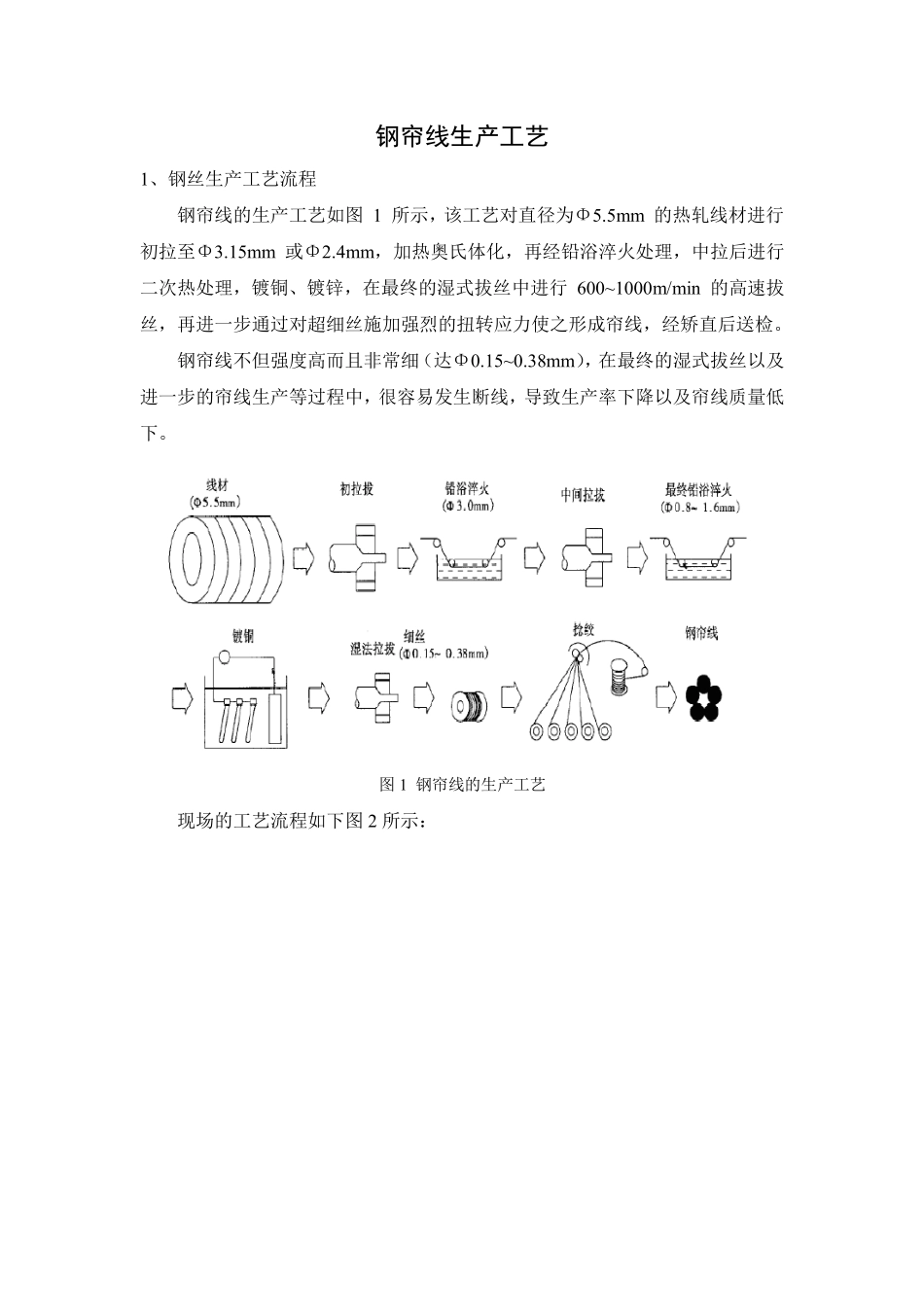
钢帘线生产工艺1、钢丝生产工艺流程钢帘线的生产工艺如图1所示,该工艺对直径为Φ5
5mm的热轧线材进行初拉至Φ3
15mm或Φ2
4mm,加热奥氏体化,再经铅浴淬火处理,中拉后进行二次热处理,镀铜、镀锌,在最终的湿式拔丝中进行600~1000m/min的高速拔丝,再进一步通过对超细丝施加强烈的扭转应力使之形成帘线,经矫直后送检
钢帘线不但强度高而且非常细(达Φ0
38mm),在最终的湿式拔丝以及进一步的帘线生产等过程中,很容易发生断线,导致生产率下降以及帘线质量低下
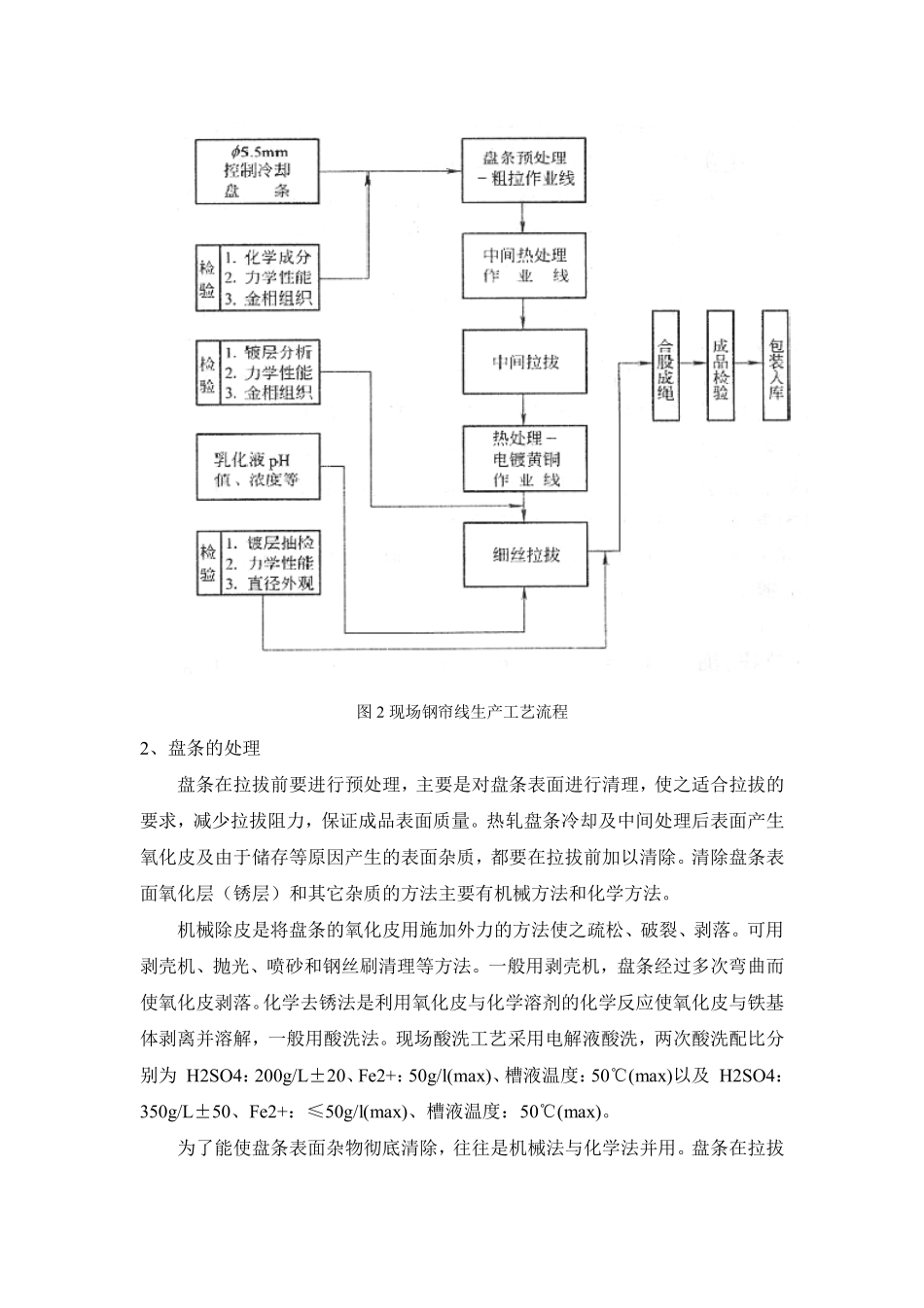
图1钢帘线的生产工艺现场的工艺流程如下图2所示:图2现场钢帘线生产工艺流程2、盘条的处理盘条在拉拔前要进行预处理,主要是对盘条表面进行清理,使之适合拉拔的要求,减少拉拔阻力,保证成品表面质量
热轧盘条冷却及中间处理后表面产生氧化皮及由于储存等原因产生的表面杂质,都要在拉拔前加以清除
清除盘条表面氧化层(锈层)和其它杂质的方法主要有机械方法和化学方法
机械除皮是将盘条的氧化皮用施加外力的方法使之疏松、破裂、剥落
可用剥壳机、抛光、喷砂和钢丝刷清理等方法
一般用剥壳机,盘条经过多次弯曲而使氧化皮剥落
化学去锈法是利用氧化皮与化学溶剂的化学反应使氧化皮与铁基体剥离并溶解,一般用酸洗法
现场酸洗工艺采用电解液酸洗,两次酸洗配比分别为H2SO4:200g/L±20、Fe2+:50g/l(max)、槽液温度:50℃(max)以及H2SO4:350g/L±50、Fe2+:≤50g/l(max)、槽液温度:50℃(max)
为了能使盘条表面杂物彻底清除,往往是机械法与化学法并用
盘条在拉拔前还需经过干燥、涂硼处理以改善拉拔中的润滑条件[1]
3、电镀工艺镀铜是钢丝进行表面处理的主要工艺之一,在金属制品行业中的用量仅次于镀锌而居第二位,但其使用目的和所具功能却比镀锌更为广泛和重要
它除了和镀锌一样具有防蚀和装饰功能之外