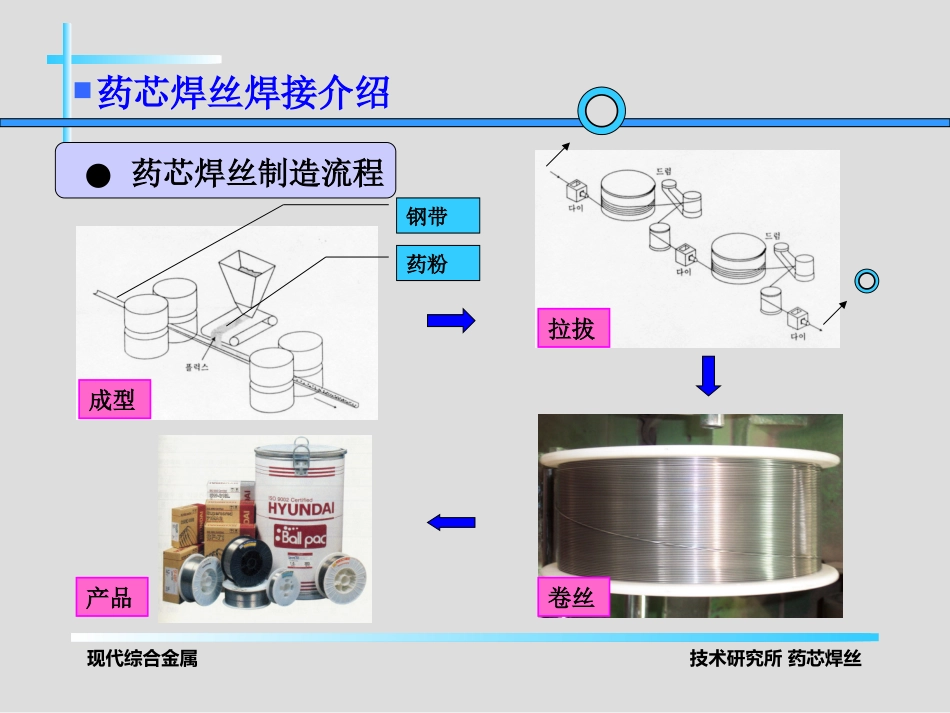
技术研究所药芯焊丝现代综合金属药芯焊丝焊接常识技术研究所药芯焊丝现代综合金属●目录▶药芯焊丝的制造流程▶药芯焊丝的规格▶药芯焊丝的种类和特征▶药芯焊丝的焊接特性▶焊接装置的组成▶影响焊缝成型的焊接变数▶焊接缺陷的种类▶焊接操作时注意事项▶焊接材料的保管和使用注意事项药芯焊丝焊接常识技术研究所药芯焊丝现代综合金属钢带药粉成型卷丝产品拉拔药芯焊丝焊接介绍●药芯焊丝制造流程技术研究所药芯焊丝现代综合金属药芯焊丝的断面形象无缝Butt对接Lap叠接药芯焊丝焊接介绍技术研究所药芯焊丝现代综合金属药粉性能脱氧防止金属的氧化电弧安定操作性稳定焊渣覆盖防止空气进入有利于焊缝成型合金确保机械性能药芯焊丝焊接介绍技术研究所药芯焊丝现代综合金属●药芯焊丝规格美国标准E71T-1焊接材料抗拉强度70ksi(50kg级)焊接姿势:全位置(0:向下立焊)保护气体,极性1:CO2,DC+1M:氩混合气体,DC+4:无气体,DC+药粉焊丝:粉芯型药芯焊丝焊接介绍技术研究所药芯焊丝现代综合金属日本标准YFW-C502R焊丝低碳钢,高强钢用药芯焊丝(FL:低温用药芯焊丝)气体:CO2(A:氩混合)焊剂类型:钛型(B:碱性,M:金属型)冲击韧性-20℃47焦耳以上抗拉强度水准:50kg级药芯焊丝焊接介绍技术研究所药芯焊丝现代综合金属欧洲标准T4631NiBM1H5管:药芯焊剂屈服强度460MPa以上冲击韧性-30℃47焦耳以上化学成份扩散氢:5以下(H10,H15)焊接姿势:全位置(4:向下立焊,平焊)气体:氩混合(C:CO2,N:无气体)类型:基本型(R:钛型,M:金属型)药芯焊丝焊接介绍技术研究所药芯焊丝现代综合金属●药芯焊丝的种类和特性钛型金属型金属粉芯型碱性型操作性优,全位置用良,下向立焊用良,下向立焊用好,全位置用抗裂性好优良优抗气孔性差优良优冲击韧性好良良优SF-71,Supercored71Sup