LOGO焊接质量分析莫卓亚2007
themegallery
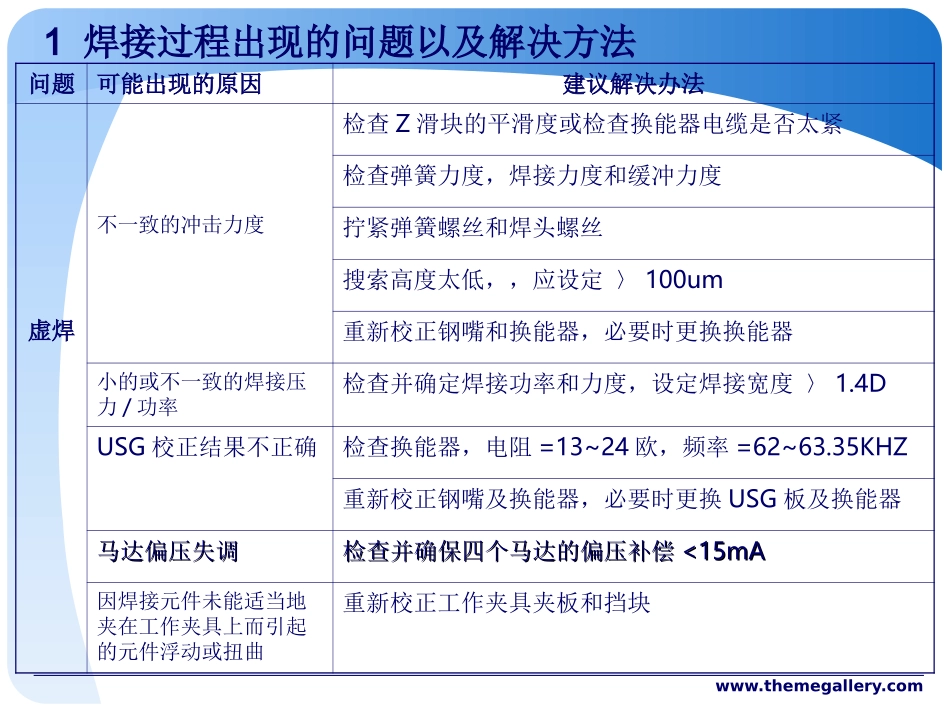
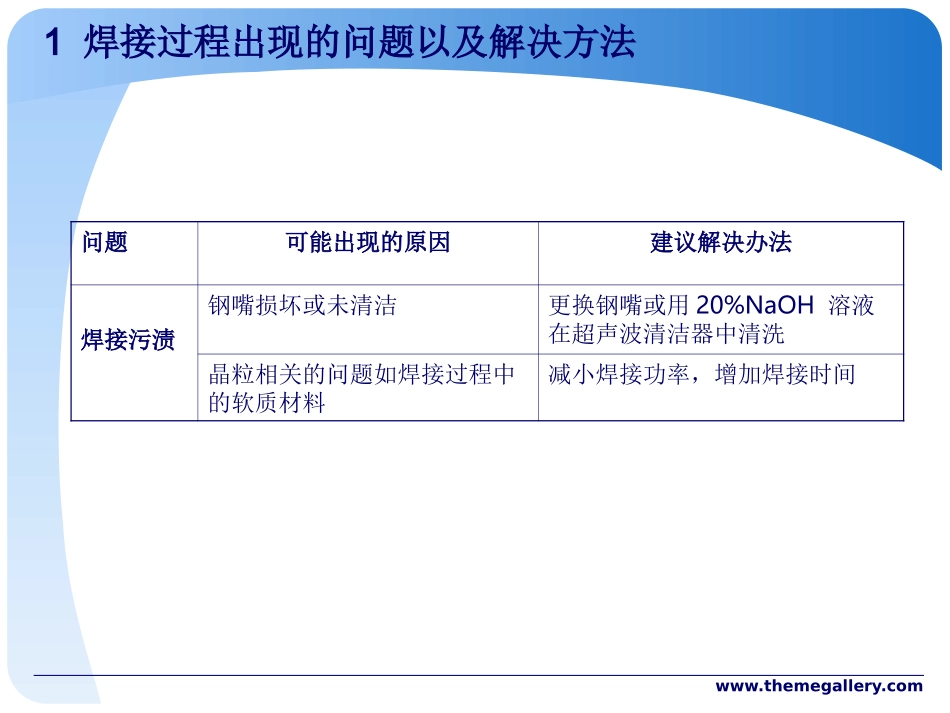
com1焊接过程出现的问题以及解决方法问题可能出现的原因建议解决办法虚焊不一致的冲击力度检查Z滑块的平滑度或检查换能器电缆是否太紧检查弹簧力度,焊接力度和缓冲力度拧紧弹簧螺丝和焊头螺丝搜索高度太低,,应设定〉100um重新校正钢嘴和换能器,必要时更换换能器小的或不一致的焊接压力/功率检查并确定焊接功率和力度,设定焊接宽度〉1
4DUSG校正结果不正确检查换能器,电阻=13~24欧,频率=62~63
35KHZ重新校正钢嘴及换能器,必要时更换USG板及换能器马达偏压失调马达偏压失调检查并确保四个马达的偏压补偿检查并确保四个马达的偏压补偿100um检查换能器悬臂的支点,拧紧簧片螺丝和钢嘴螺丝USG打火过程中西它轴振动用皮带张紧测试仪检查并保证皮带张紧读数为0
75mmUSG校正不正确检查换能器及钢嘴,必要时重新校正或更换USG板及换能器www
themegallery
com1焊接过程出现的问题以及解决方法问题可能出现的原因建议解决的办法线弧不一致、焊线弯曲、焊线下垂及焊线损坏较大焊线角度及较小焊线间距保持管芯旋转一致把常用的铜嘴换成精密间距的铜嘴增大EOB1,EOB2,重新设定高度及减小焊接时间1,