磨床的基础知识选用粒度为120的金刚石粉做成的金刚笔代替单颗金刚石:它具有多刃切削、保持长期锋利等优点,从而提高了砂轮修整的质量
砂轮用金刚笔修整后,用木条轻轻触及修好的砂轮工作面,消除浮砂
把进给量控制在2μm以下,一直磨到砂轮处于半塞实状态下停车,这样做可以达到较低的齿面粗糙度
在机床头架每分钟摆动次数为20的条件下,采取上述措施精磨齿面,粗糙度Ra值可以达到0
16μm以下
所谓加工精度指的是零件在加工以后的几何参数(尺寸、形状和位置)与图纸规定的理想零件的几何参数符合的程度
符合程度愈高,加工精度也愈高
由于加工中的种种原因,实际上不可能把零件做得绝对精确并同理想的完全相符,总会产生一些偏离
这种偏离,就是所谓加工误差
磨削时,约有84%的磨削热传入工件,只有4%传入磨屑,12%传入砂轮,即使是同样的热量,由于工件的受热体积(尺寸)的不同,温升和热变形也不一样,例如薄壁件和实心件的情况就不一样
工件受热的均匀与否,对热变形的影响也很大,若工件单面受热,就容易产生弯曲
一般说来,工件热变形在精加工中比较突出,特别是长度长而精度要求很高的零件磨削丝杠就是一个突出的例子
若丝杠长度为3m,每磨一次温度就升高约3°C,则丝杠的伸长量
刨削或磨削平面时,工件单面受热,就要产生形状误差(弯曲),而状态误差是很难用调整的办法来解决
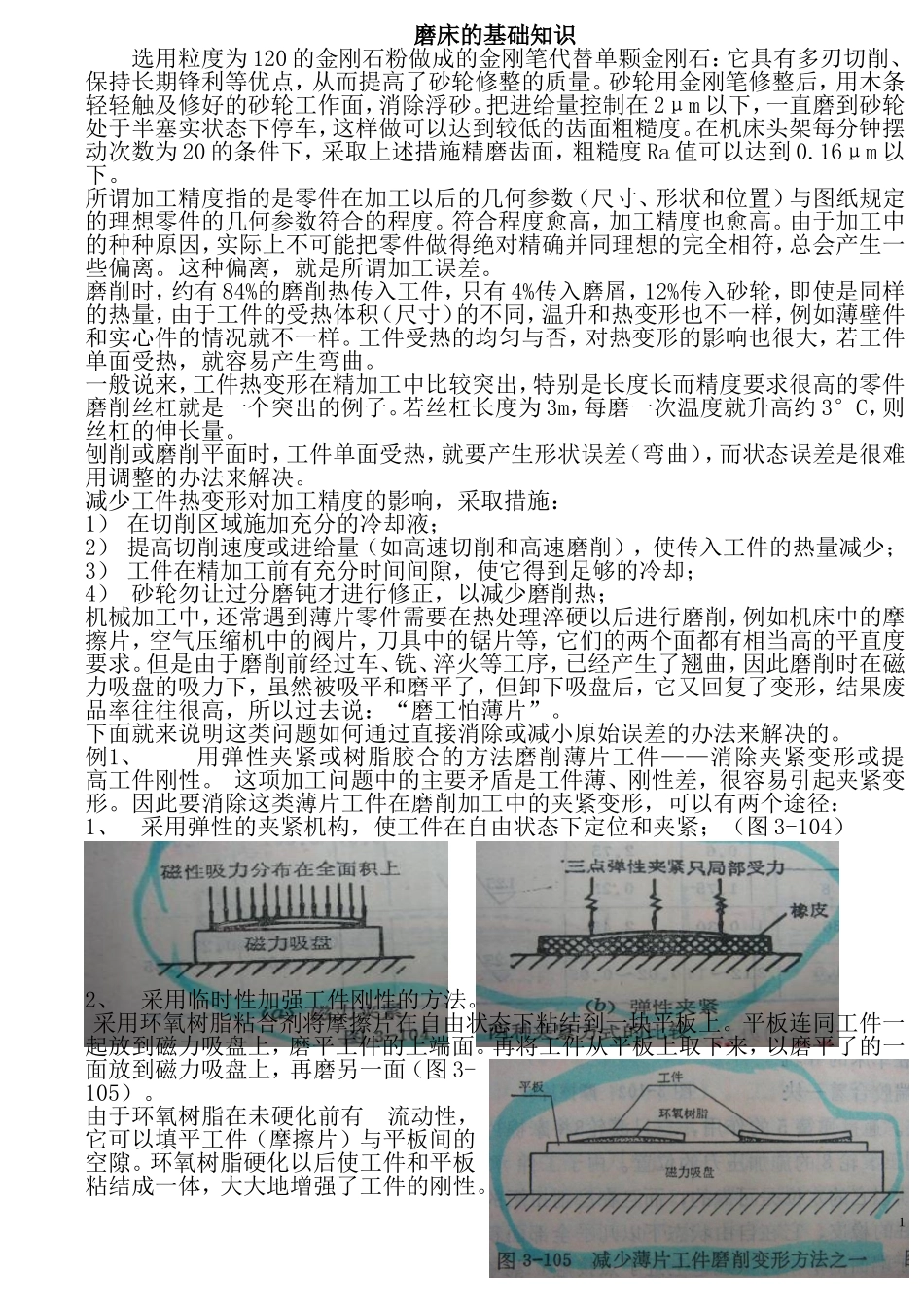
减少工件热变形对加工精度的影响,采取措施:1)在切削区域施加充分的冷却液;2)提高切削速度或进给量(如高速切削和高速磨削),使传入工件的热量减少;3)工件在精加工前有充分时间间隙,使它得到足够的冷却;4)砂轮勿让过分磨钝才进行修正,以减少磨削热;机械加工中,还常遇到薄片零件需要在热处理淬硬以后进行磨削,例如机床中的摩擦片,空气压缩机中的阀片,刀具中的锯片等,它们的两个面都有相当高的平直度要求
但是由于磨削前经过车、铣、淬火等工序,已经产生了翘曲,因此磨