⒋4思考题与习题在-1试举例说明精密度和精确度的概念及它们之间的区别
4-2何谓机械加工精度
它包括哪些内容
4-3试举例说明原始误差、加工误差、常值系统误差、变值系统误差和随机误差的概念
在一在何谓机械加工精度
在零件的加工过程中,如何分析和确定各种加工表面(如圆柱面、平面、圆锥面、球面、螺纹表面及成形表面等)的误差敏感方向
4工5试举例说明在零件加工中获得尺寸精度的方法,并在只考虑工艺系统本身误差影响时,采用各种方法时影响获得尺寸精度的主要因素
4-6试举例说明在零件加工中,获得加工表面形状精度的主要方法,并分析只考虑工艺系统本身误差的影响时,影响获得形状精度的主要因素有哪些
4-7试举例说明零件有关加王表面之间位置精度的获得方法及影响获得位置精度的主要因素
4-8机床的几何误差包括哪些内容
它们之中对工件加工精度影晌较大的因素有哪些
4—σ试分析在车床滚动轴承主轴部件中,轴承外环、内环及滚动体的误差对主轴的回转精度有何影响
4-10在卧式镗床上对箱体零件镗孔,试分析当采用刚性镗杆或采用浮动镗杆时影响镗杆回转精度的主要因素
4-11何谓误差复映规律
如何利用误差复映规律测定机床的刚度
4-12机床的静刚度和动刚度的区别是什么
4-13何谓零件的分布曲线
正态分布曲线的特点是什么
σ和Ⅰ的物理意义是什么
∷4△14点图法和分布曲线法都是利用统计方法来分析零件的加工精度,但两者分析问题的着重点有何不同
4⊥15在外圆磨床上磨削主件的外圆表面时,如果磨床前后顶尖不等高,工件将产生什么样的几何形状误差
4-16在车床或磨床上加工相同尺寸和精度的内、外圆柱表面时,加工内圆柱表面的走刀次数往往比加工外圆柱表面的走刀次数多,试分析其原因
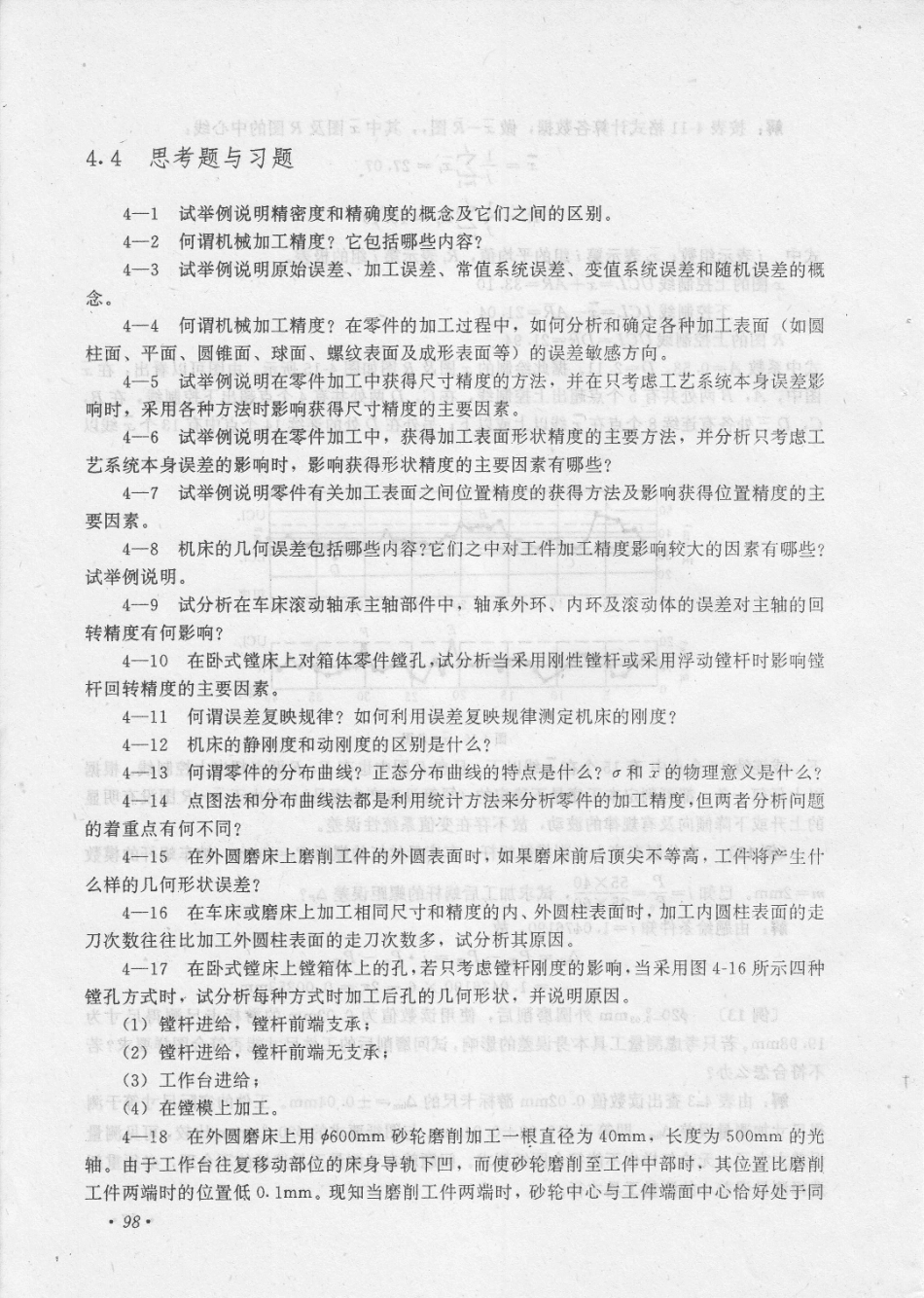
4-17在卧式镗床上镗箱体上的孔,若只考虑镗杆刚度的影响,当采用图416所示四种镗孔方式时氵试分析每种方式时加工后孔的几何形状,并说明原