第4章数控低速走丝线切割第4章数控低速走丝线切割4
1机床结构组成与性能4
2机床操作面板4
3基本操作方法4
4程序编写与空运行调试4
5综合编程加工技术4
6锥度切割的编程及实现4
7机床维护与故障处理第4章数控低速走丝线切割4
1机床结构组成与性能4
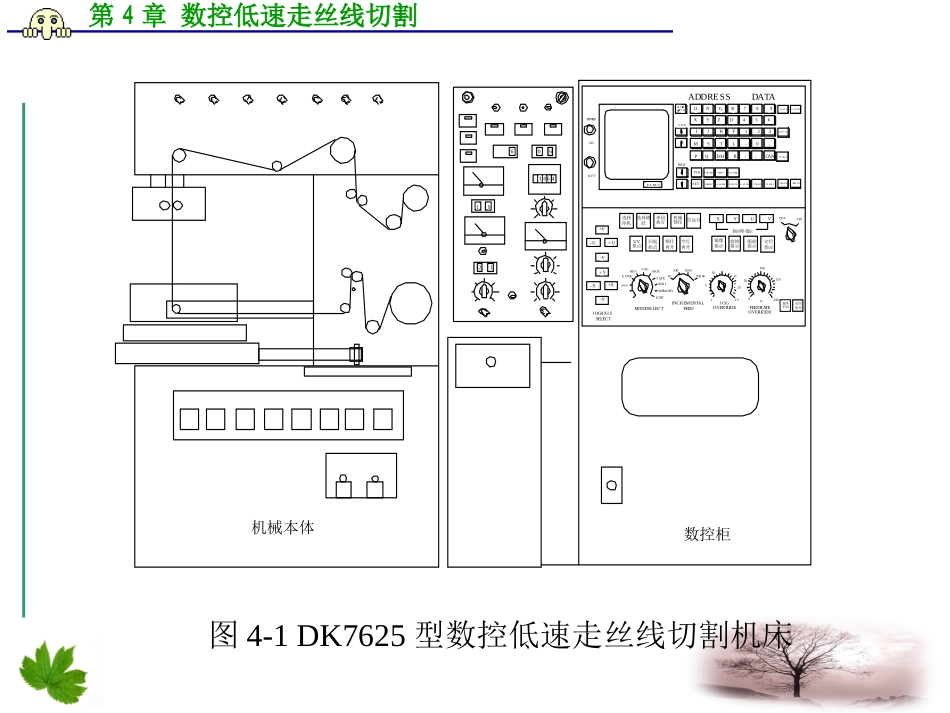
1低速走丝线切割机床的结构组成DK7625型低速走丝线切割机床的外形正面如图4-1所示
该机床由机械本体、数控柜、加工电源及工作液箱等组成
第4章数控低速走丝线切割图4-1DK7625型数控低速走丝线切割机床XY轴回零指示UVONOFFPOWERONOFFPAGEABSINCCURSORFANUC%01566019210641数控柜机械本体POSSETPARAMPRGRMOFSETCOMNDRESETORIGINDELETINSRTALARMDGNOSALTERONRG789XYZD456IJ123KFSL-0
MT;/BQPD/HCANSTARTINPUTREADPUNCHDATAADDRESS+V+U-U-V+Y+X-X-YJOGAXISSELECTMODESELECT选择停机选择跳跃单段执行机械锁住空运行UV原点回起始点锁住再开空行再开镜像指示旋转指示缩放指示定位指示循环启动进给暂停INCREMENTALFEEDJOGOVERRIDEFEEDRATEOVERRIDECENTEREDGEREF
JOGINCR
TAPEMDIEDITMEMORYX10X1X100X10001015202550100150200第4章数控低速走丝线切割1
机械本体工作台由上下滑座及工件安装台组成
直流伺服电机驱动后通过滚珠丝杠副,实现X、Y轴向移动
通过测速发电机和旋转变压器实现半闭环控制
第4章数控低速走丝线切割2
走丝系统如图4-2所示为该机床电极丝走丝系统的结构图
走丝系统自上而下,丝由送丝轮经张力轮到上导向轮、上电极销、上导