BIW同步工程目录第六章BIW同步工程
12、焊接可行性及设计要点
13、涂装可行性及设计要点
14、总装可行性及设计要点
焊接可行性及设计要点2
1焊接空间2
1点焊空间目前本公司设计部门和规划部门定为一般的焊接边宽度≥14
5门焊接边宽度≥122
2凸焊空间2
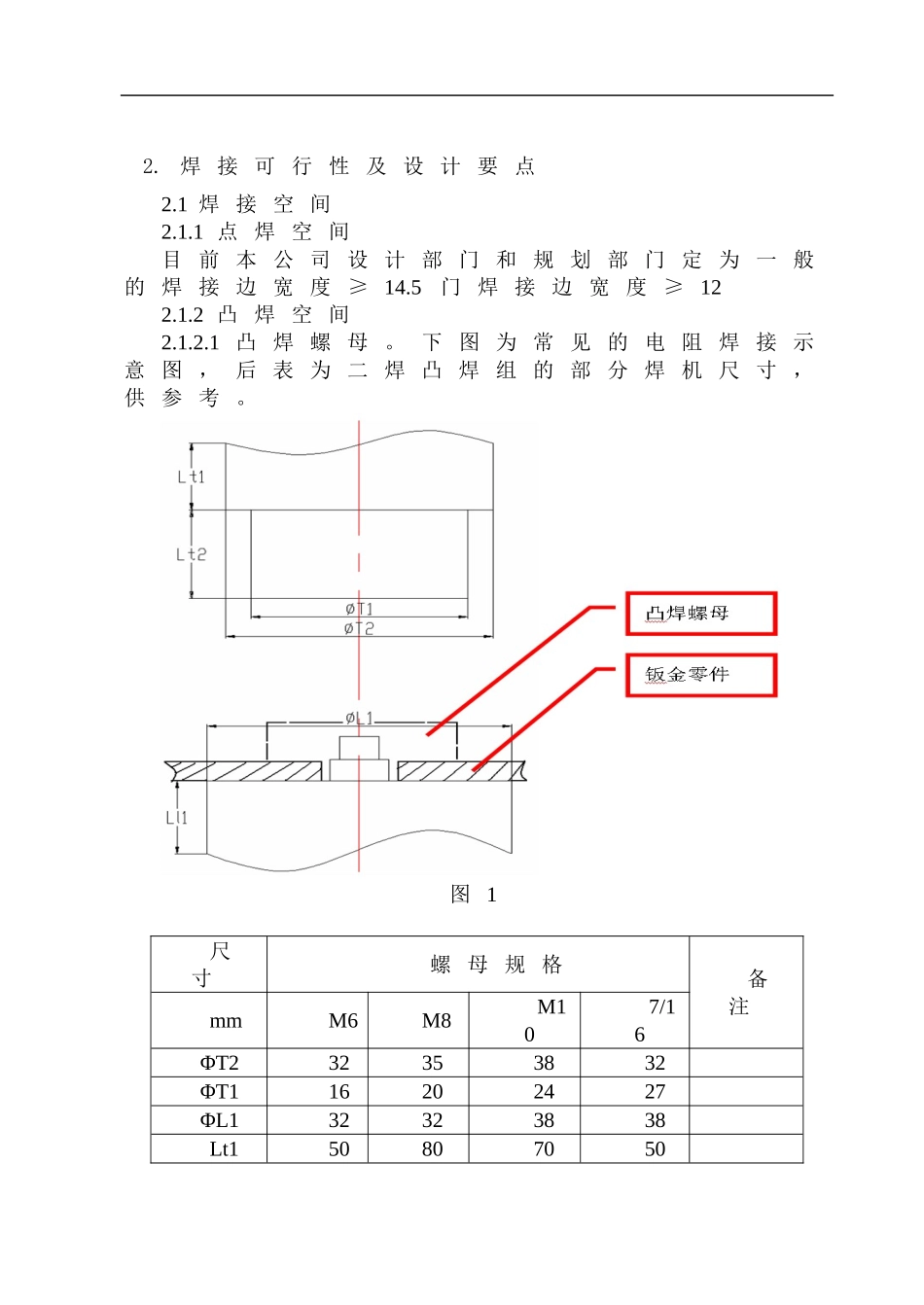
下图为常见的电阻焊接示意图,后表为二焊凸焊组的部分焊机尺寸,供参考
图1尺寸螺母规格备注mmM6M8M107/16ΦT232353832ΦT116202427ΦL132323838Lt150807050BIW同步工程Lt250555070Ll1909090902
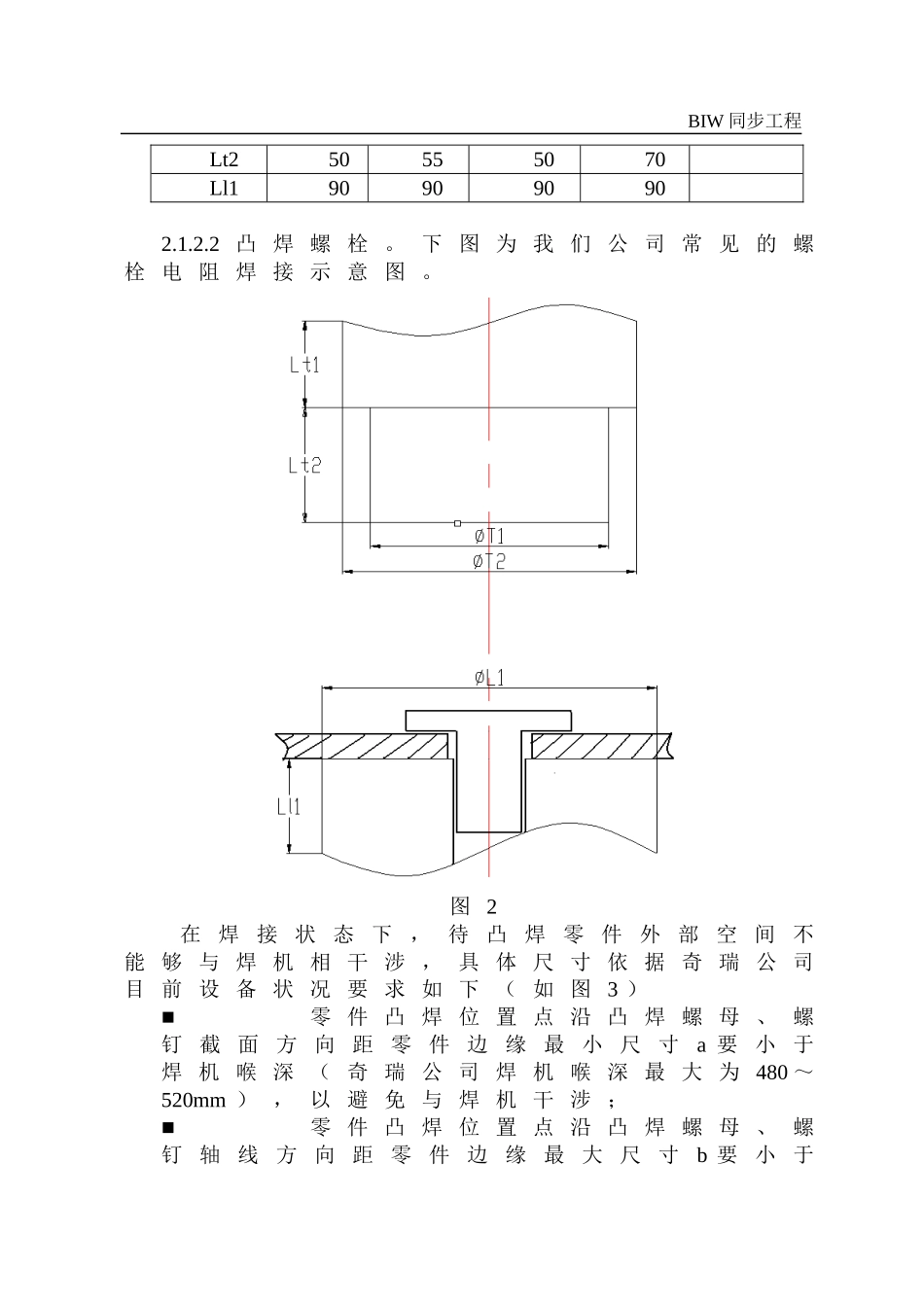
下图为我们公司常见的螺栓电阻焊接示意图
图2在焊接状态下,待凸焊零件外部空间不能够与焊机相干涉,具体尺寸依据奇瑞公司目前设备状况要求如下(如图3)零件凸焊位置点沿凸焊螺母、螺钉截面方向距零件边缘最小尺寸a要小于焊机喉深(奇瑞公司焊机喉深最大为480~520mm),以避免与焊机干涉;零件凸焊位置点沿凸焊螺母、螺钉轴线方向距零件边缘最大尺寸b要小于焊机喉宽单臂最大尺寸(奇瑞公司焊机单臂最大活动尺寸为230~280mm);零件凸焊位置点沿凸焊螺母、螺钉轴线方向Φ40空间内必须无结构型面,如图尺寸c1、c2,以免与焊机极臂干涉;螺母、螺钉轴线方向可焊接最小空间高度为60mm,如图尺寸d
图3在设计的时候根据实际情况,参考上表,做出足够的空间实现凸焊
3、植焊螺柱
由于植焊是由植焊枪来实现的,植焊的定位一是靠夹具的限位套;二是靠枪头的四个脚与车身接触来定位的,如果平面小或不平会导致枪无法和车身贴合,或是焊歪
如使BIW同步工程用这