2焊缝外观质量检查表填表说明填表时必须遵守“填表基本规定”,并符合以下要求:1
分部工程、单元工程名称填写要与表5
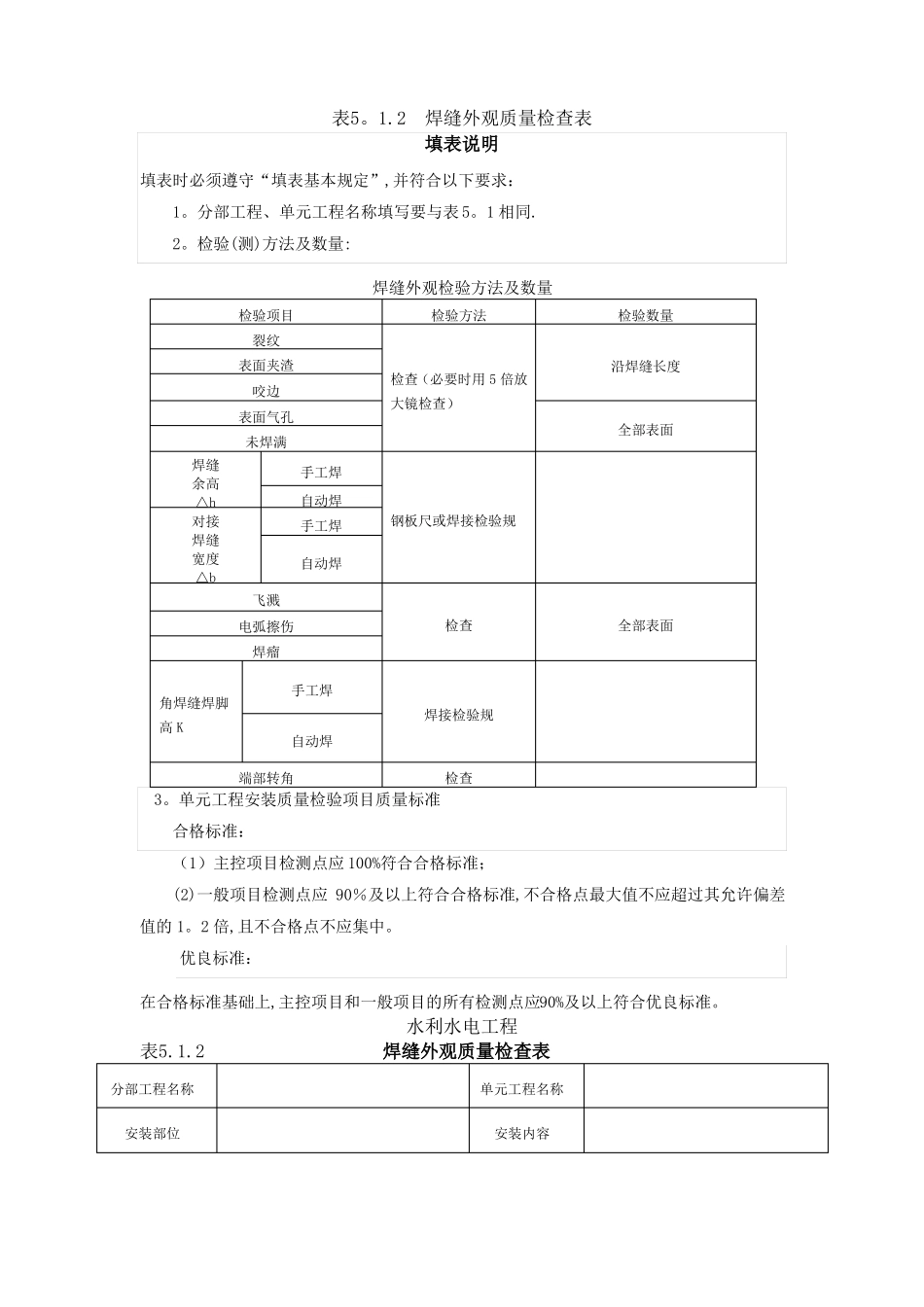
检验(测)方法及数量:焊缝外观检验方法及数量检验项目裂纹表面夹渣咬边表面气孔未焊满焊缝余高△h对接焊缝宽度△b飞溅电弧擦伤焊瘤手工焊焊接检验规自动焊端部转角检查检查全部表面手工焊自动焊手工焊自动焊钢板尺或焊接检验规检查(必要时用5倍放大镜检查)全部表面沿焊缝长度检验方法检验数量角焊缝焊脚高K3
单元工程安装质量检验项目质量标准合格标准:(1)主控项目检测点应100%符合合格标准;(2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1
2倍,且不合格点不应集中
优良标准:在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准
水利水电工程表5
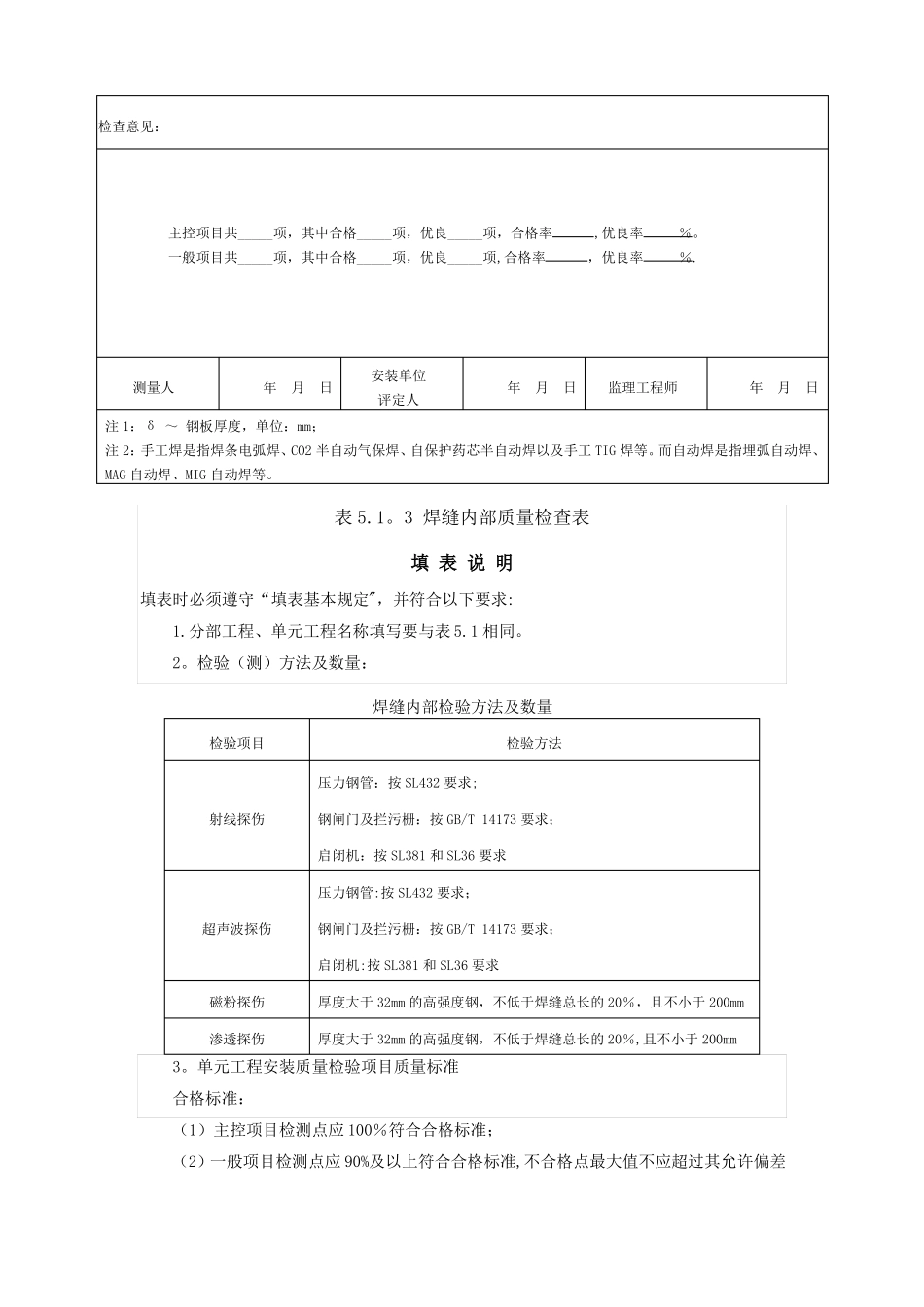
2焊缝外观质量检查表分部工程名称安装部位单元工程名称安装内容安装单位允许偏差(mm)开/完工日期质量等级项次检验项目合格优良不允许实测值(mm)合格数优良数123…12裂纹表面夹渣一、二类焊缝:不允许;三类焊缝:深不大于0
1δ,长不大于0
3δ,且不大于10钢一、二类焊缝:深不大于0
5;管三类焊缝:深不大于13主控项咬边一、二类焊缝:深不大于0
5;连续咬边钢长度不大于焊缝总长的10%,且不大于闸100;两侧咬边累计长度不大于该焊缝门总长的15%;角焊缝不大于20%;三类焊缝深不大于1一、二类焊缝不允许,目钢三类焊缝:每米范围内不允许管允许直径小于1
5的气孔5个,间距不小于204表面气孔一类焊缝不允许钢二类焊缝:直径不大于1
0mm气孔每米闸范围内允许3个,间距不小于20门三类焊缝:直径不大于1
5mm气孔每米范围内允许5个,间距不小于20一、二类焊缝不允许5未焊满三类焊缝:深不大于0
02δ且不大于1,每100mm焊缝内缺欠总长不