药包材生产洁净室(区)要求一、直接接触药品的包装材料和容器(以下简称“药包材”)生产应采用使污染降至最低限度的生产技术
在考虑生产环境的洁净度级别时,应与生产技术结合起来
当生产技术不能保证药包材不受污染或不能有效排除污染时,生产环境的洁净度应在条件许可的前提下,尽量提高
二、药包材生产企业可以根据产品的分类和用途确定相应洁净度级别,洁净级别的设置应遵循与所包装的药品生产洁净度级别相同的原则,并据此结合药包材的生产工艺进行净化厂房的设计和施工,以保证产品在符合规定的环境里生产
三、洁净室(区)内有多个工序时,应根据各工序的不同要求,采用不同的洁净度级别
在满足生产工艺要求的条件下,洁净室(区)的气流组织可采用局部工作区空气净化和全室空气净化相结合的形式,如10000级下的局部100级洁净区
四、对于洁净室(区)内使用的压缩空气或各类气体,也应列入受控范围
五、洁净工作服的洗涤干燥、工具清洗存放应符合《药品生产质量管理规范》(1998年修订)中的相应规定
无菌工作服的整理、灭菌后的贮存应在10000级洁净室(区)内
六、不同洁净度级别应分别设置更衣、换鞋缓冲区域
人员和工艺原料要进入无菌核心区,应优先选择通过几个洁净度等级逐步增加的过程,以适应于他们所要进入的区域的不同要求
七、药包材企业生产区域可分为生产控制区和洁净室(区),其中生产控制区应为密闭空间,具备粗效过滤的集中送风系统,内表面应平整光滑,无颗粒物脱落,墙面和地面能耐受清洗和消毒,以减少灰尘的积聚
八、直接接触药品的包装材料和容器的生产洁净区域图例如下,生产工序和名称以较常见的方式命名
企业可根据实际状况、布局来定
图例(图例:300000级洁净室(区)100000级洁净室(区)10000级洁净室(区)100级洁净室(区)生产控制区非控制区8
1药用氯化丁基橡胶瓶塞、药用溴化丁基橡胶瓶塞8
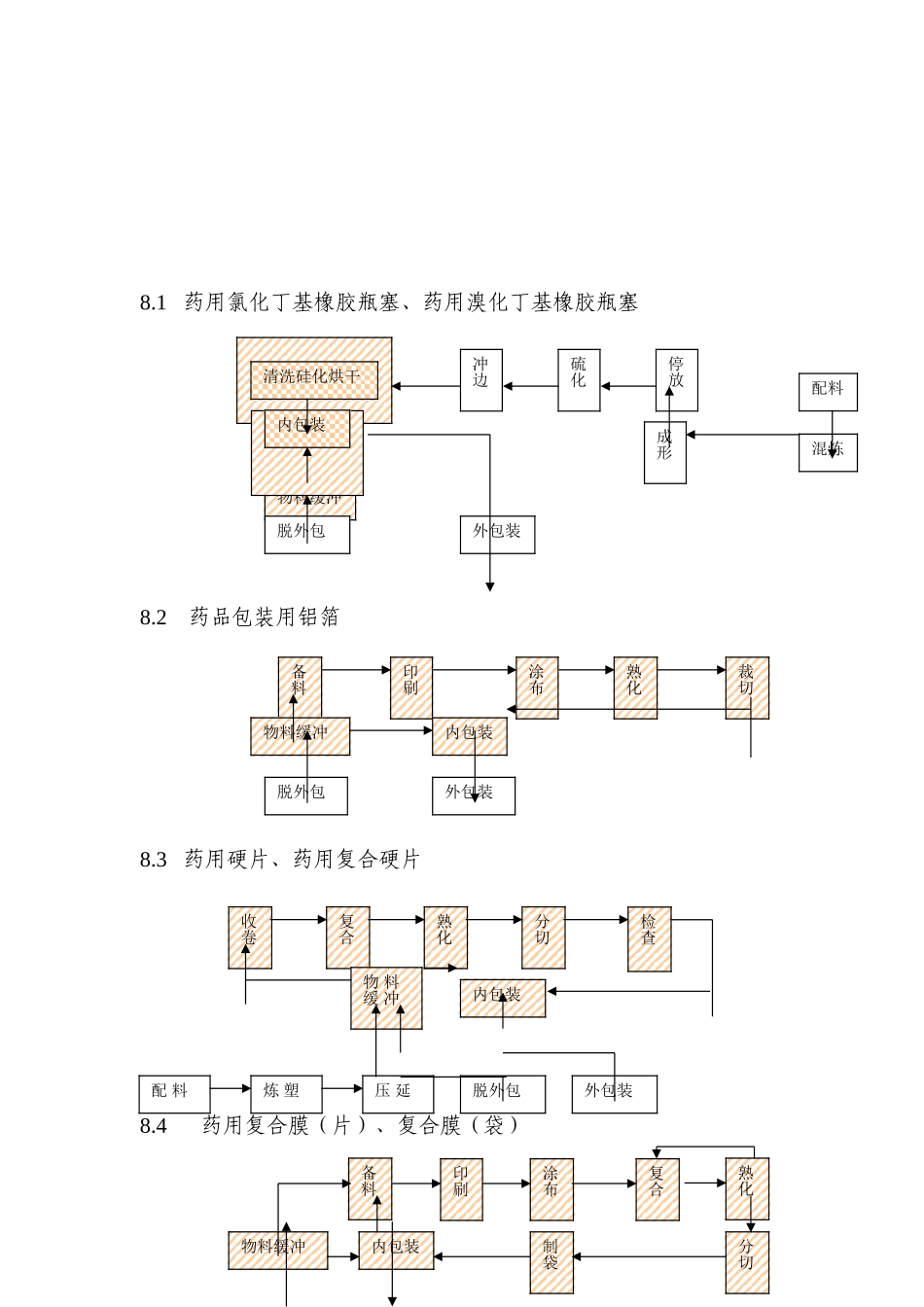
2药品包装用铝箔8