26t/d灯泡玻璃窑设计方案一、甲方提出的设计参数:工艺部分1
产量:26t/d,供4台吹泡机线生产,平均每台吹泡量6
燃料为管道天然气,设计排烟温度100℃以下3
炉膛温度1530℃,波动范围小于±5℃4
炉窑使用寿命5~6年5
建议设计熔池面积:22~26m26
玻璃溶液出料控制方式:吹泡机自动吸取
加料控制方式:激光给料机自动加料控制部分1
设立独立的中控室2
炉温实时监控、燃气流量实时监控、排烟温度实时监控、液位实时监控、炉压波动监控
天然气流量及空燃比参数可调
PLC控制5
高温摄像仪二,甲方提出的工程设计范围原激光给料机利旧,4条吹泡机生产线利旧
我公司负责范围包括:炉窑本体、换热系统、燃烧系统,控制系统
吹泡机为沈阳开封提供为24头吹泡机配套料盆,料道长2
5米宽400mm深200mm
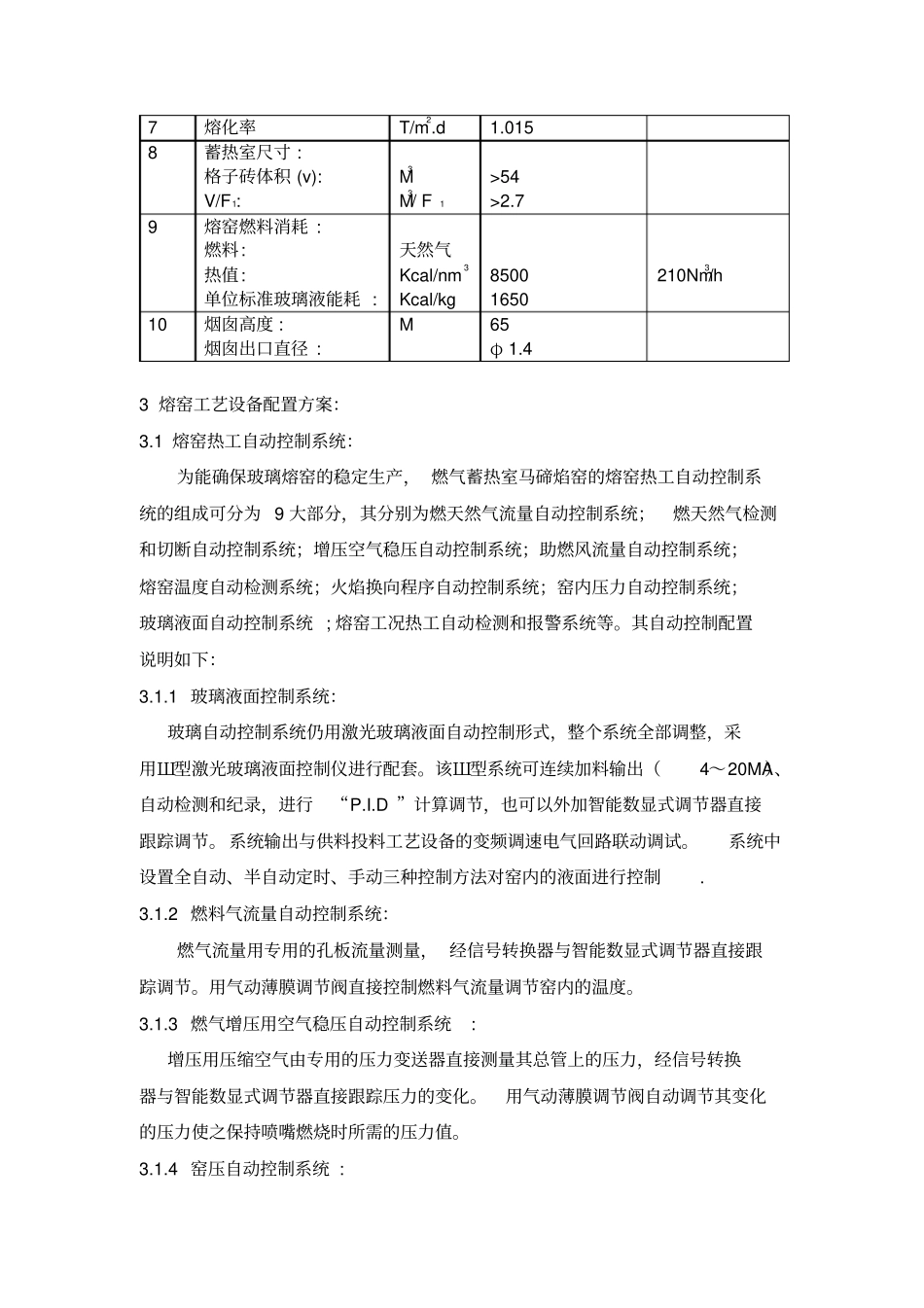
请贵公司根据以上参数做出玻璃窑炉技术说明书以及初报价,要求技术说明书内容包括:预计的天然气耗量分析
三,熔制工艺简介原料车间制备好的配合料由皮带机输送至窑头料仓
窑头料仓单侧设置一台倾斜式投料机,将料连续地加入熔窑投料口
熔窑为燃天然气马碲焰窑型结构,窑内燃烧时,采用总助燃风量及总天然气流量比例调节
每20分钟火焰自动交换一次,总支烟道上设置一对空气交换器,对空气和烟气进行交换,小炉的烟气排烟量由总烟道上设置的自动调节闸板跟踪窑内的压力控制总烟道的烟气排放量,稳定窑内的压力
在烟囱的根部前再设置一总烟道截止阀门,平衡窑内烟气的总排放量,使窑内的控制压力性能得到有效的提高
窑内所需的各项工艺参数,窑内所有的工艺设备和有关工艺参数均进行自动控制和检测
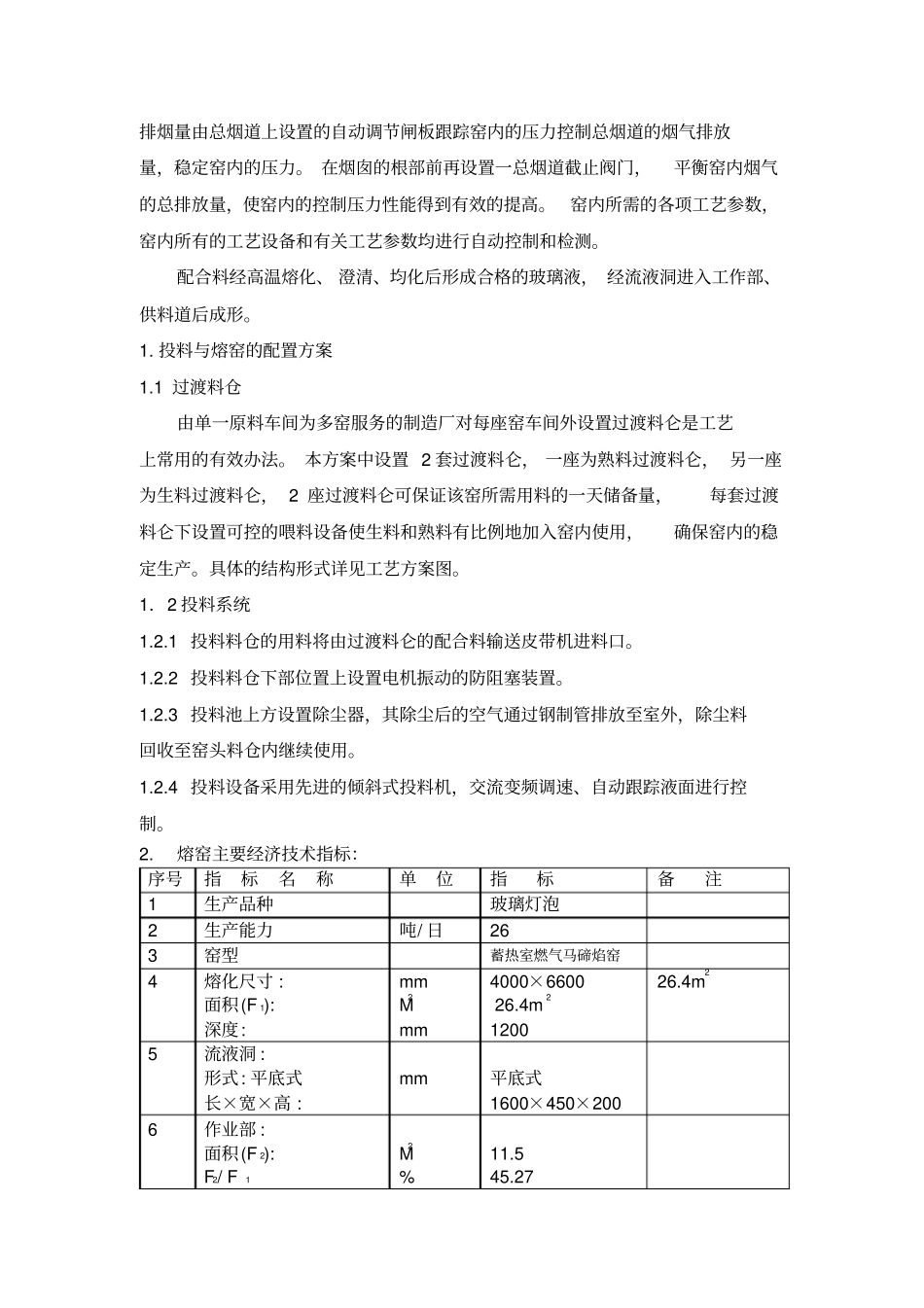
配合料经高温熔化、澄清、均化后形成合格的玻璃液,经流液洞进入工作部、供料道后成形
投料与熔窑的配置方案1
1过渡料仓由单一原料车间为多窑服务的制造厂对每座窑车间外设置过渡料仑是工艺上常用的有效办法