顺达3500T压机安装工艺本工艺有以下问题请专家核实:一是,工艺中蓝色字的描述,请确认是否准确
二是,拉伸预紧时会不会在拉杆与下横梁间的调整垫处也产生间隙,不知有无这方面的经验
三是,滑块与下横梁平行度的调整
我认为该平行度是通过下部的4个调整垫进行调整的
如像第二点说的,产生了间隙还好办,可以取下加工,如果没有间隙,那就加工上面的4个调整垫也可
我量过调整垫,现调整垫的尺寸在49
8—50mm之间,49
8处为压痕,但不是整圈都有,我认为原设计的尺寸就是50mm,没有进行过二次加工,是德国的制造水平真的这么高,加工精度保证的很好,还是做为一台专机对此的要求不高啊,或是配了模具
四是我认为上横梁上面部分的液压管路和缆线及围栏要在“下面”先试装好,再进行总装
五是,我的意见是对油、冷却水、内高压系统的冲洗分两步,第一步是泵站自身管路及泵组的冲洗,第二步是泵站随带压机管路整体冲洗(需将油缸和伺服阀摘掉)
油、冷却水、内高压系统的冲洗用设备自带泵站,但需要前期做工装,由天锻提明细,顺达负责采购和制作
进行泵站单独冲洗的意义在于,因为泵站中的泵组很难清洗,会有污物留存,并带到管路当中
即使做新泵站,也需要将现泵站上的各种原件拆下,装到新泵站上循环,因此做新泵站没有意义
泵站单独冲洗也可检查自身的各类阀体是否正常
做泵站的单独冲洗和整体管路的冲洗会增加耗油成本和制作工装成本,而且会增加安装时间
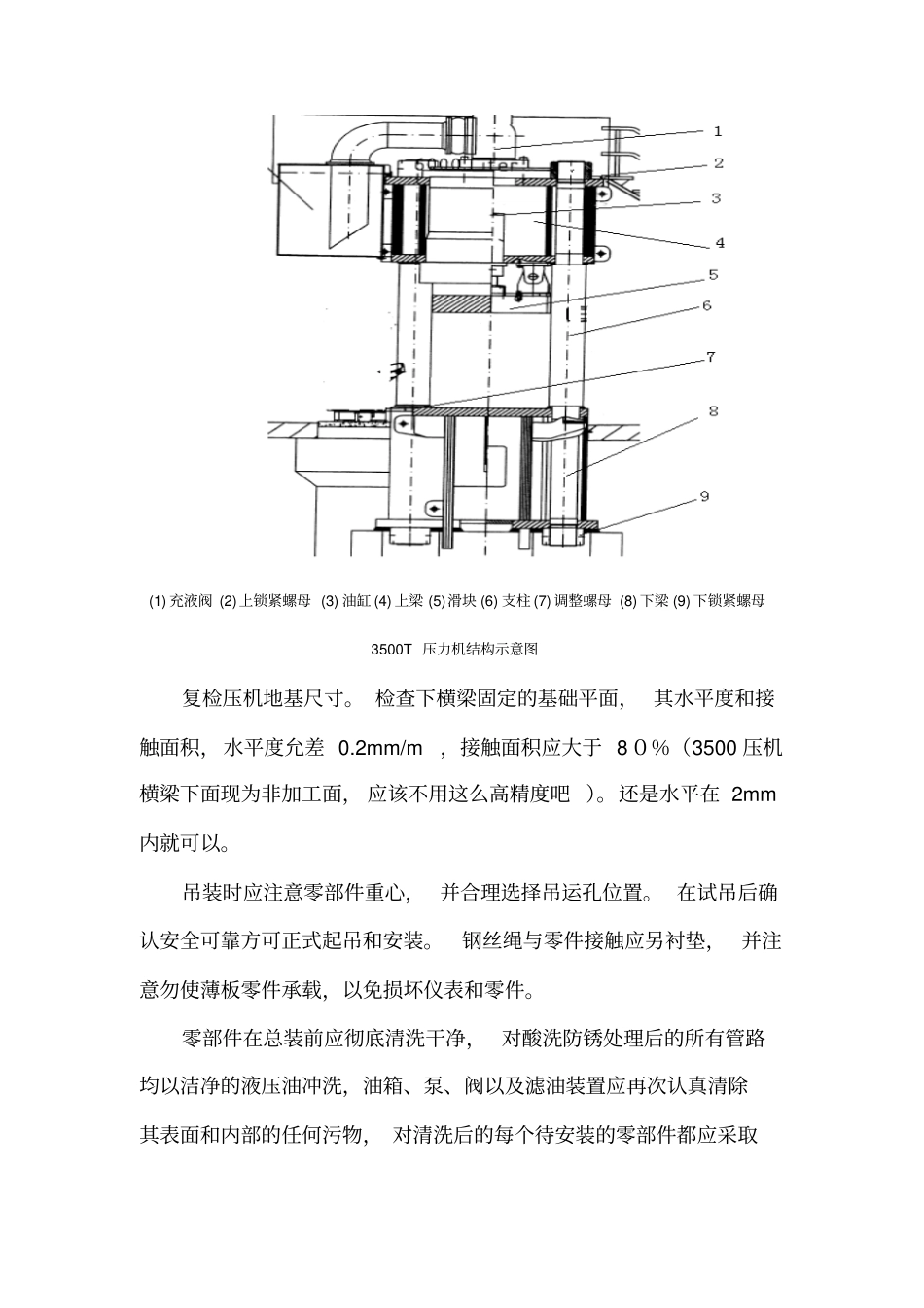
正文:此压机分为以下几大部件,如图所示:(1)充液阀(2)上锁紧螺母(3)油缸(4)上梁(5)滑块(6)支柱(7)调整螺母(8)下梁(9)下锁紧螺母3500T压力机结构示意图复检压机地基尺寸
检查下横梁固定的基础平面,其水平度和接触面积,水平度允差0
2mm/m,接触面积应大于80%(3500压机横梁下面现为非加工面,应该不用这么高精度吧)
还是水平在2mm内就可以
吊装时应注意零部件重心,并