沈阳恒隆工程钢结构制作焊接工艺评定方案编制:_________审核:_________批准:_________一、总则1、本焊接工艺评定方案主要依据沈阳恒隆工程加工图为依据进行编制,因此主要适用于沈阳恒隆工程项目
目前图纸依据主要为:1)沈阳恒隆加工图布置图2)沈阳恒隆内框柱加工图3)沈阳恒隆外框柱加工图2、焊接工艺评定执行标准JGJ81-2002《建筑钢结构焊接规程》GB50205-2001《钢结构工程施工质量及验收规范》GB/T1591-94《低合金结构钢》YB4104-2000《高层建筑结构用钢板》GB/T5118-95《低合金钢焊条》GB/T14957-94《熔化用钢丝》GB/T12470-90《低合金钢埋弧焊用焊剂》GB/T8110-95《气体保护电弧焊用碳钢、低合金钢焊丝》GB3323-87《钢熔化焊对接接头射线照相和质量分级》GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》GB2650-89《焊接接头冲击试验方法》GB2651-89《焊接接头拉伸试验方法》GB7032-86《焊接接头弯曲及压扁试验方法》GB7032-86《T型角焊接头弯曲试验方法》GB228-87《金属拉伸试验方法》GB232-88《金属弯曲试验方法》GB2106-80《金属夏比(V型缺口)冲击试验方法》二、工程概况1、沈阳恒隆工程使用的主要材料材质包括Q390GJC—Z35、Q345JGC—Z15、Q345C、Q345B等,部分还有Z向性能要求,材料的类型主要是钢板
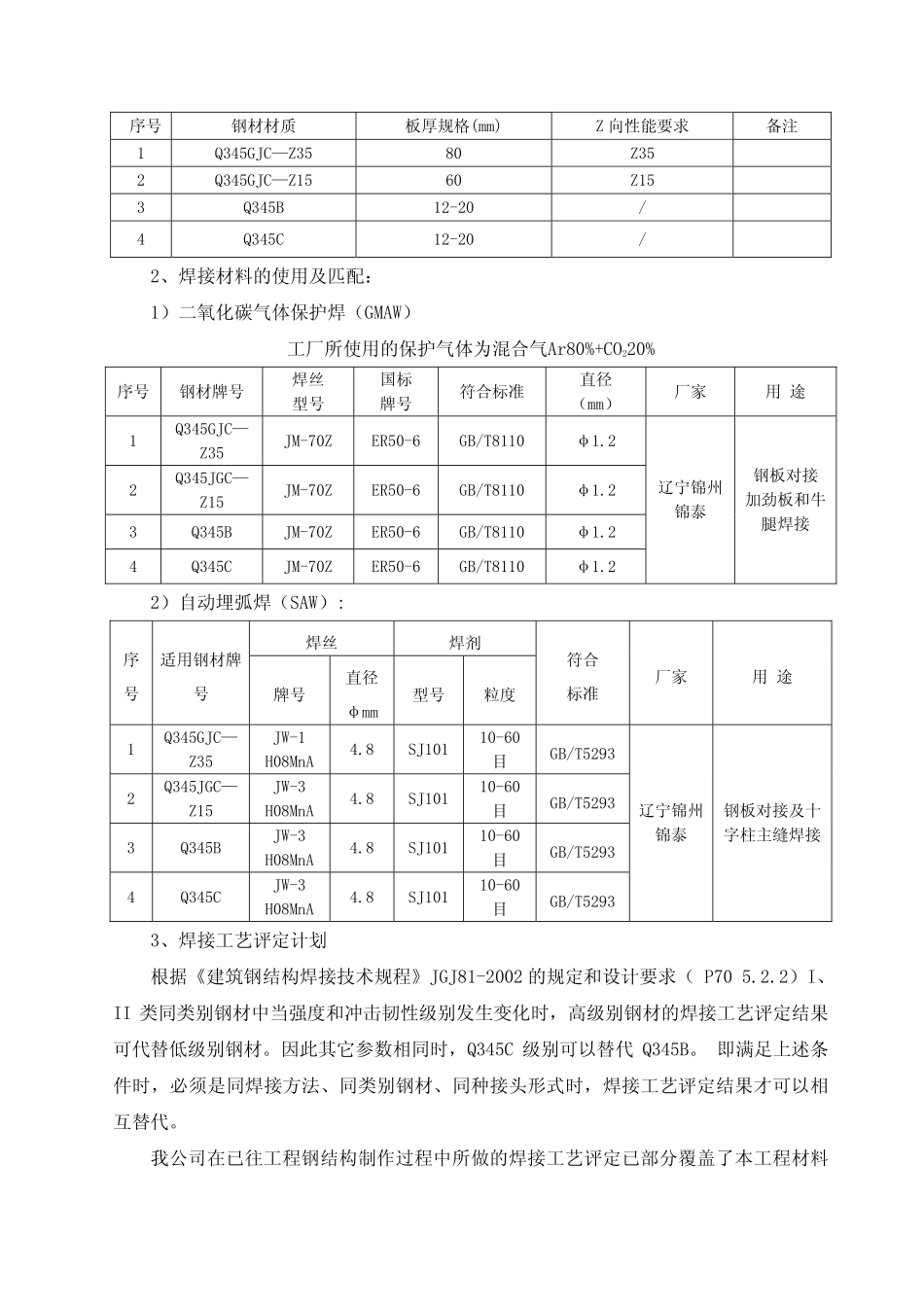
工程钢材由总包方统一采购:序号钢材材质板厚规格(mm)Z向性能要求备注1Q345GJC—Z3580Z352Q345GJC—Z1560Z153Q345B12-20/4Q345C12-20/2、焊接材料的使用及匹配:1)二氧化碳气体保护焊(GMAW)工厂所使用的保护气体为混合气Ar80%+CO220%序号钢材牌号焊丝型