焊接工艺评定评定编号:1309焊接方法:GTAW接头形式:管管对接母材:A333Gr
6规格:δ=5
9焊接材料:ER55-Ni1评定标准:NB/T47014-2011编制:审核:批准:焊接工艺评定任务书评定标准NB/T47014-2011评定立项理由首次生产焊接工艺评定编号SHP1309验收部门技术部预焊接工艺规程编号SHR1309母材牌号A333Gr
6规格(mm)φ273×5
9mm牌号A333Gr
6规格(mm)φ273×5
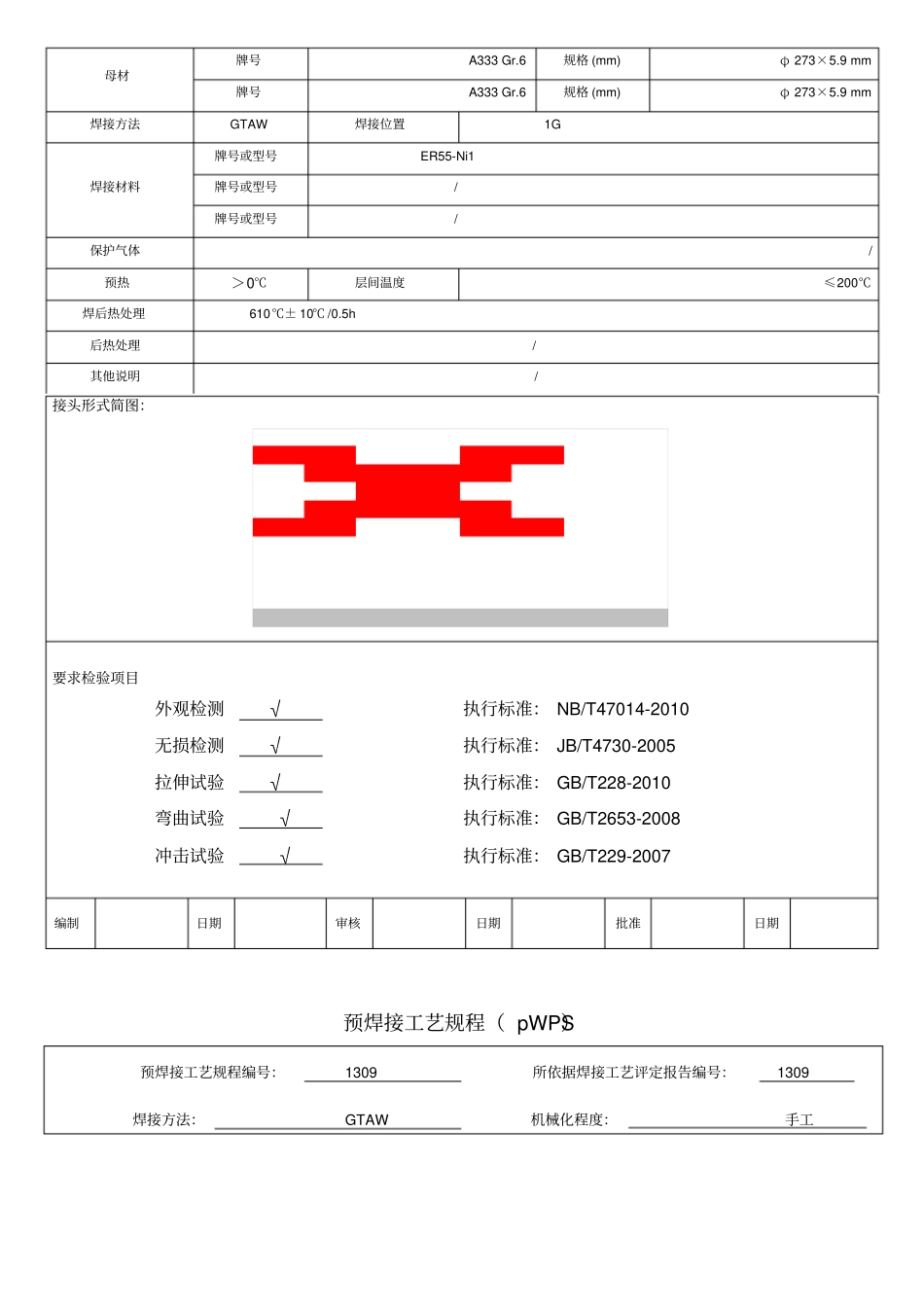
9mm焊接方法GTAW焊接位置1G焊接材料牌号或型号ER55-Ni1牌号或型号/牌号或型号/保护气体/预热>0℃层间温度≤200℃焊后热处理610℃±10℃/0
5h后热处理/其他说明/接头形式简图:要求检验项目外观检测√执行标准:NB/T47014-2010无损检测√执行标准:JB/T4730-2005拉伸试验√执行标准:GB/T228-2010弯曲试验√执行标准:GB/T2653-2008冲击试验√执行标准:GB/T229-2007编制日期审核日期批准日期预焊接工艺规程(pWPS)预焊接工艺规程编号:1309所依据焊接工艺评定报告编号:1309焊接方法:GTAW机械化程度:手工焊接接头:对接焊缝坡口形式:单边V形衬垫(材料及规格):无其他:/简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号Fe-1组别号Fe-1-2与类别号Fe-1组别号Fe-1-2相焊及标准号ASTMA333M材料代号A333Gr
6与标准号ASTMA333M材料代号A333Gr
6相焊厚度范围:对接焊缝焊件母材厚度范围:2
8mm(无冲击要求1
8mm)角焊缝焊件母材厚度范围:不限管子直径、壁厚范围:对接焊缝φ不限,2
8mm角焊缝不限其他/填充金属:焊材类别FeS-1-2焊材标准:GB/T8110-2008填充金属尺