VD炉三大规程VD-50t真空精炼炉主要技术参数序号名称单位参数备注1钢包额定容量t45钢包最大容量t50钢包自由空间mm80045t吨钢水时钢包耳轴吊距mm3250钢包高度mm34002真空罐直径mm~φ5000暂定真空罐高度mm~5800暂定3真空罐盖直径mm~φ5200暂定真空罐盖高度mm1600暂定罐盖提升高度mm600罐盖升降速度m/min24真空罐车轨距mm~6500行走速度m/min2~12变频调速5液压系统工作压力MPa12液压介质水-乙二醇最大流量L/min1206水冷系统6
1设备进水压力MPa0
6有压回水回水压力MPa≥0
15进水温度℃≤35回水温度℃≤55设备冷却水耗量t/h50净环水6
2真空泵进水压力MPa≥0
25真空泵平台处真空泵进水温度℃≤35真空泵冷却水耗量t/h480浊环水7氩气系统工作压力MPa0
2耗量NL/min20-700钢包底部吹氩8压缩空气系统工作压力MPa≥0
5耗量M3/min1
59真空泵系统真空泵形式五级蒸汽喷射真空泵真空泵布置形式半地坑布置主泵抽气能力kg/h30067Pa,20℃工作真空度Pa≤67泵口极限真空度Pa≤13一级泵口予抽时间min≤6-7从1atm-67Pa蒸汽工作压力MPa≥0
0蒸汽工作温度℃180-210蒸汽耗量t/h9
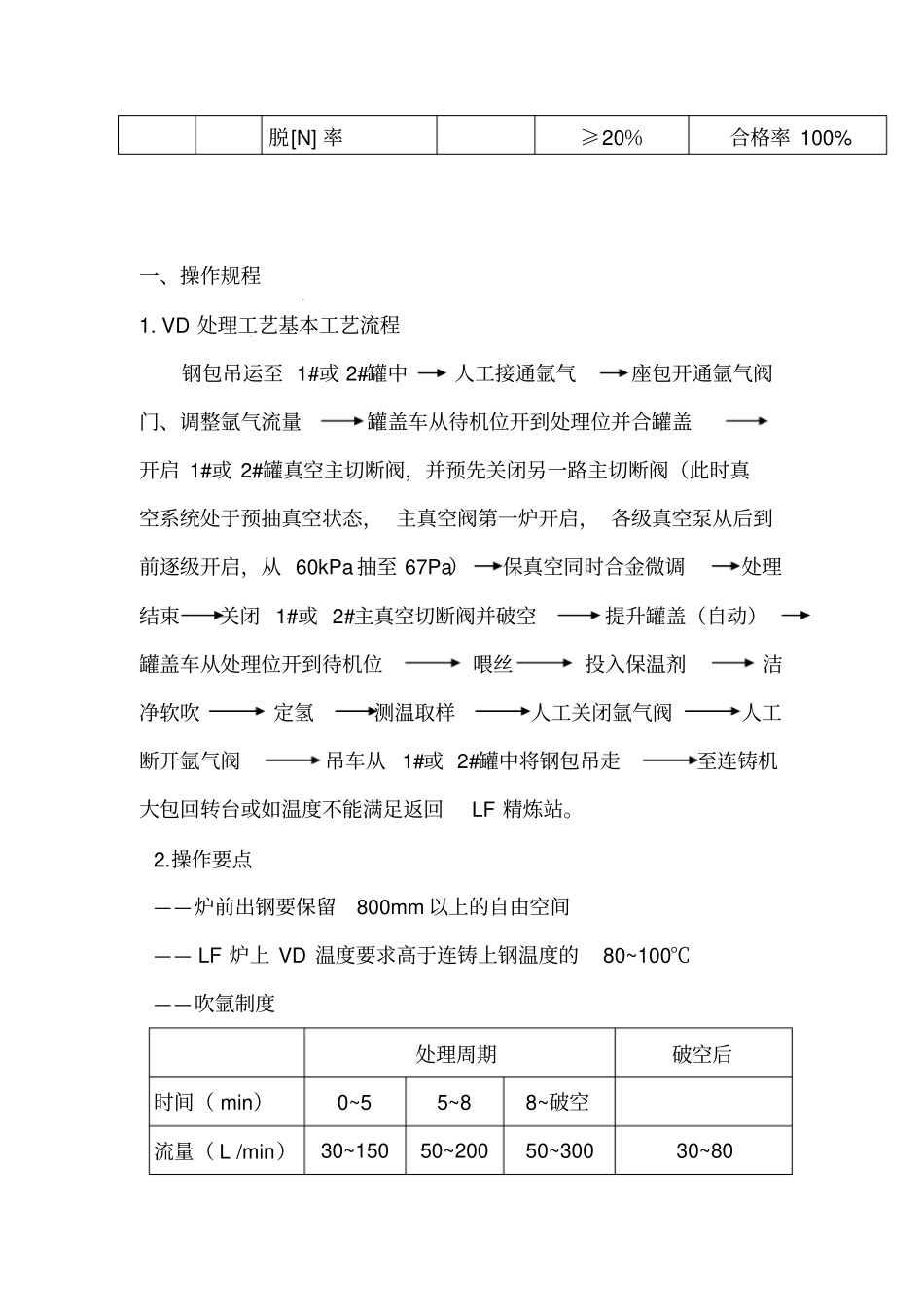
310设备本体装机容量KW360含:热水泵(两用一备)、喂丝机等11VD提供钢水周期min≤27~3212漏气率≤2%13冶金效果[H]含量ppm≤2合格率100%Σ[O]含量ppm≤20合格率100%脱[N]率≥20%合格率100%一、操作规程1
VD处理工艺基本工艺流程钢包吊运至1#或2#罐中人工接通氩气座包开通氩气阀门、调整氩气流量罐盖车从待机位开到处理位并合罐盖开启1#或2#罐真空主切断阀,并预先关闭另一路主切断阀(此时真空系统处