课程设计任务书半自动平压模切机是印刷、包装行业压制纸盒、纸箱等纸制品的专用设备
该机可对各种规格的白纸板、厚度在4mm以下的瓦楞纸板,以及各种高级精细的印刷品进行压痕、切线,沿切线去掉边料后,可以沿着压出的压痕折叠成各种纸盒、纸箱,或压制成凸凹的商标和印刷品
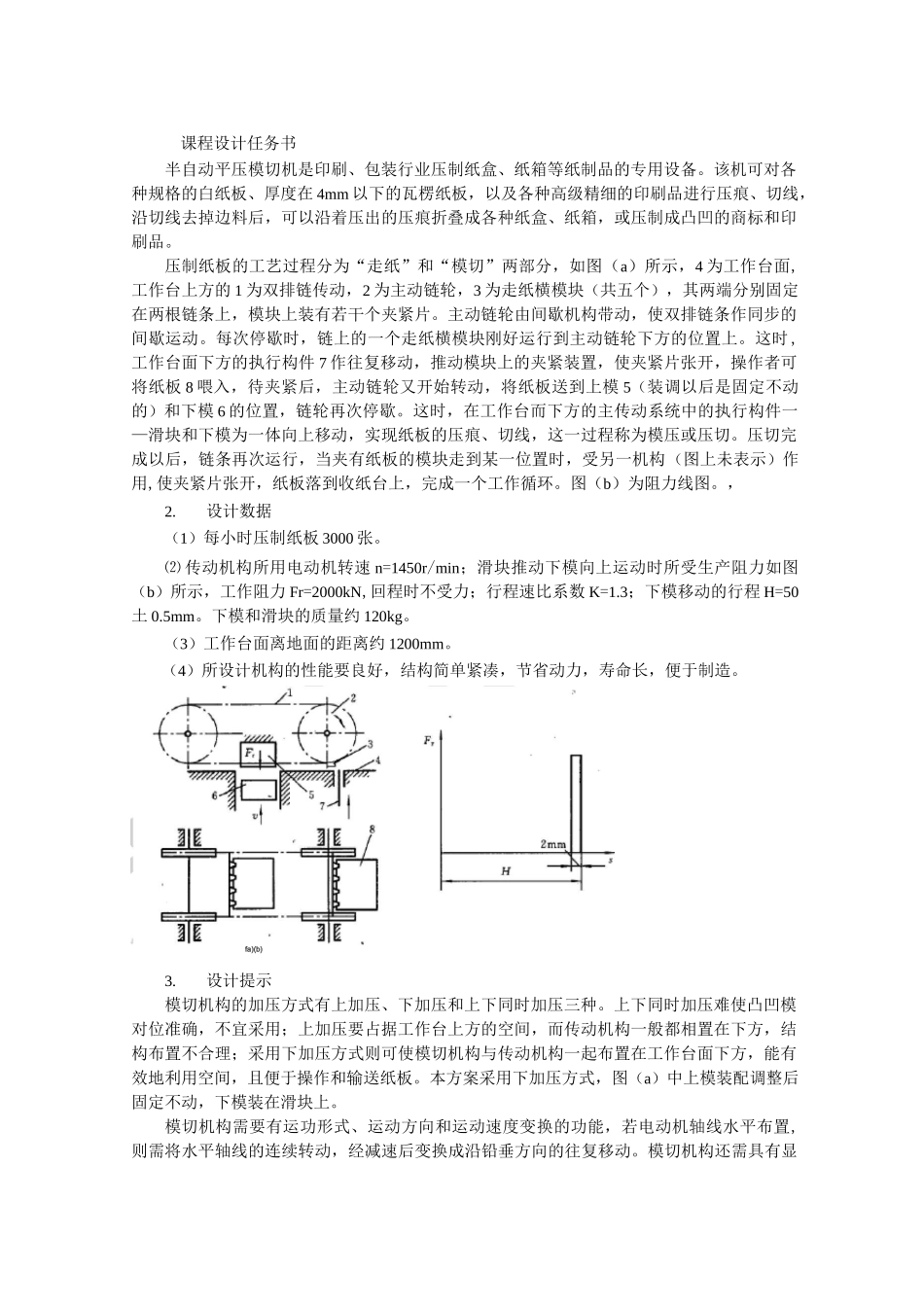
压制纸板的工艺过程分为“走纸”和“模切”两部分,如图(a)所示,4为工作台面,工作台上方的1为双排链传动,2为主动链轮,3为走纸横模块(共五个),其两端分别固定在两根链条上,模块上装有若干个夹紧片
主动链轮由间歇机构带动,使双排链条作同步的间歇运动
每次停歇时,链上的一个走纸横模块刚好运行到主动链轮下方的位置上
这时,工作台面下方的执行构件7作往复移动,推动模块上的夹紧装置,使夹紧片张开,操作者可将纸板8喂入,待夹紧后,主动链轮又开始转动,将纸板送到上模5(装调以后是固定不动的)和下模6的位置,链轮再次停歇
这时,在工作台而下方的主传动系统中的执行构件一—滑块和下模为一体向上移动,实现纸板的压痕、切线,这一过程称为模压或压切
压切完成以后,链条再次运行,当夹有纸板的模块走到某一位置时,受另一机构(图上未表示)作用,使夹紧片张开,纸板落到收纸台上,完成一个工作循环
图(b)为阻力线图
设计数据(1)每小时压制纸板3000张
⑵传动机构所用电动机转速n=1450r/min;滑块推动下模向上运动时所受生产阻力如图(b)所示,工作阻力Fr=2000kN,回程时不受力;行程速比系数K=1
3;下模移动的行程H=50土0
下模和滑块的质量约120kg
(3)工作台面离地面的距离约1200mm
(4)所设计机构的性能要良好,结构简单紧凑,节省动力,寿命长,便于制造
fa)(b)3
设计提示模切机构的加压方式有上加压、下加压和上下同时加压三种
上下同时加压难使凸凹模对位准确,不宜采用;上加压要占据工作台上方的空间,而传动