项目1柱体的车削加工一
实训目标⑴掌握外圆与端面的基本车削方法,调头加工与台阶轴的台阶长度控制的车削方法
⑵掌握掌握外圆刀的刃磨,中心钻的使用及砂轮机的使用
⑶掌握基本量具的使用方法,重点是游标卡尺的使用
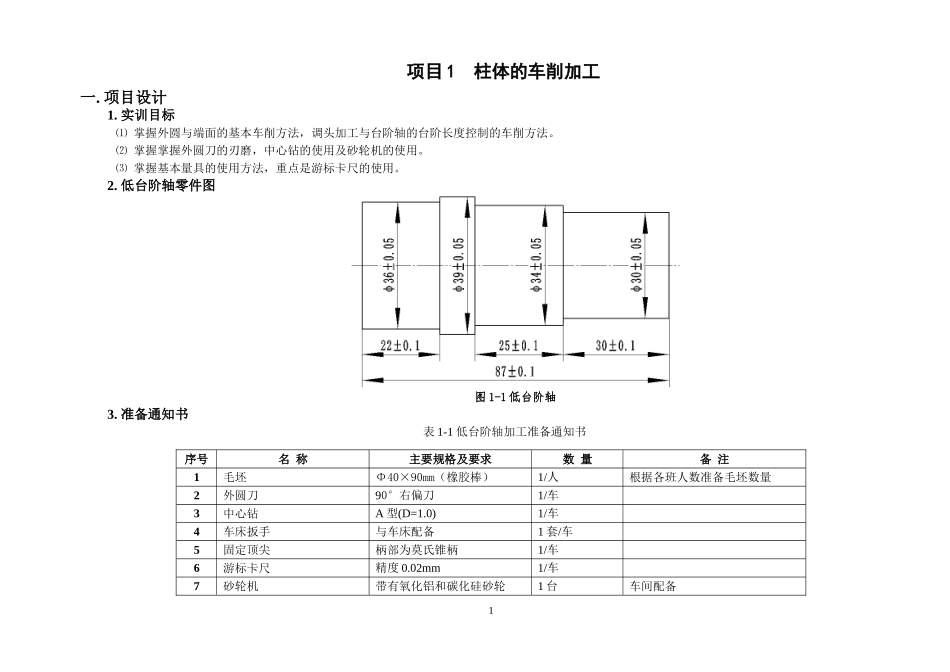
低台阶轴零件图图1-1低台阶轴3
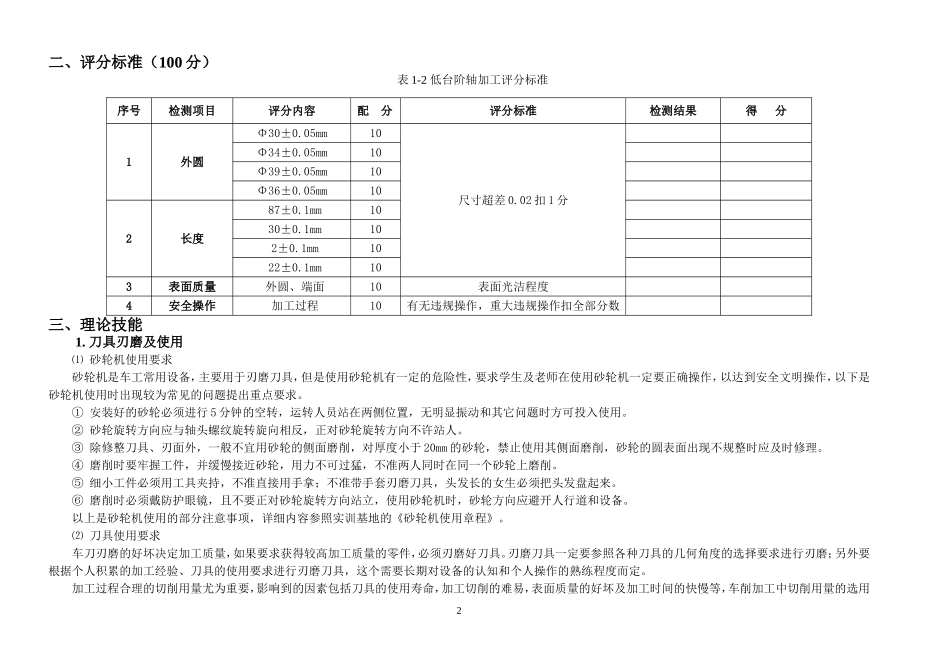
准备通知书表1-1低台阶轴加工准备通知书序号名称主要规格及要求数量备注1毛坯Φ40×90mm(橡胶棒)1/人根据各班人数准备毛坯数量2外圆刀90°右偏刀1/车3中心钻A型(D=1
0)1/车4车床扳手与车床配备1套/车5固定顶尖柄部为莫氏锥柄1/车6游标卡尺精度0
02mm1/车7砂轮机带有氧化铝和碳化硅砂轮1台车间配备1二、评分标准(100分)表1-2低台阶轴加工评分标准序号检测项目评分内容配分评分标准检测结果得分1外圆Φ30±0
05mm10尺寸超差0
02扣1分Φ34±0
05mm10Φ39±0
05mm10Φ36±0
05mm102长度87±0
1mm1030±0
1mm102±0
1mm1022±0
1mm103表面质量外圆、端面10表面光洁程度4安全操作加工过程10有无违规操作,重大违规操作扣全部分数三、理论技能1
刀具刃磨及使用⑴砂轮机使用要求砂轮机是车工常用设备,主要用于刃磨刀具,但是使用砂轮机有一定的危险性,要求学生及老师在使用砂轮机一定要正确操作,以达到安全文明操作,以下是砂轮机使用时出现较为常见的问题提出重点要求
①安装好的砂轮必须进行5分钟的空转,运转人员站在两侧位置,无明显振动和其它问题时方可投入使用
②砂轮旋转方向应与轴头螺纹旋转旋向相反,正对砂轮旋转方向不许站人
③除修整刀具、刃面外,一般不宜用砂轮的侧面磨削,对厚度小于20mm的砂轮,禁止使用其侧面磨削,砂轮的圆表面出现不规整时应及时修理
④磨削时要牢握工件,并缓慢接近砂轮,用力不可过猛,不准两人同时在同一个砂轮上磨削
⑤细小工件必须用工具夹