1.射出成形とは射出成形(InjectionMolding)とは、加熱溶融させた材料を金型内に射出注入し、冷却・固化させる事によって、成形品を得る方法です
複雑な形状の製品を大量に生産するのに適し、成形加工の一大分野をなしています
射出成形の工程は大きく分けて、6つあります
型締め(合模)2
型開き(开模)6
製品の取出しの順序で行われ、このサイクルの繰り返しで、製品を連続的に生産できます
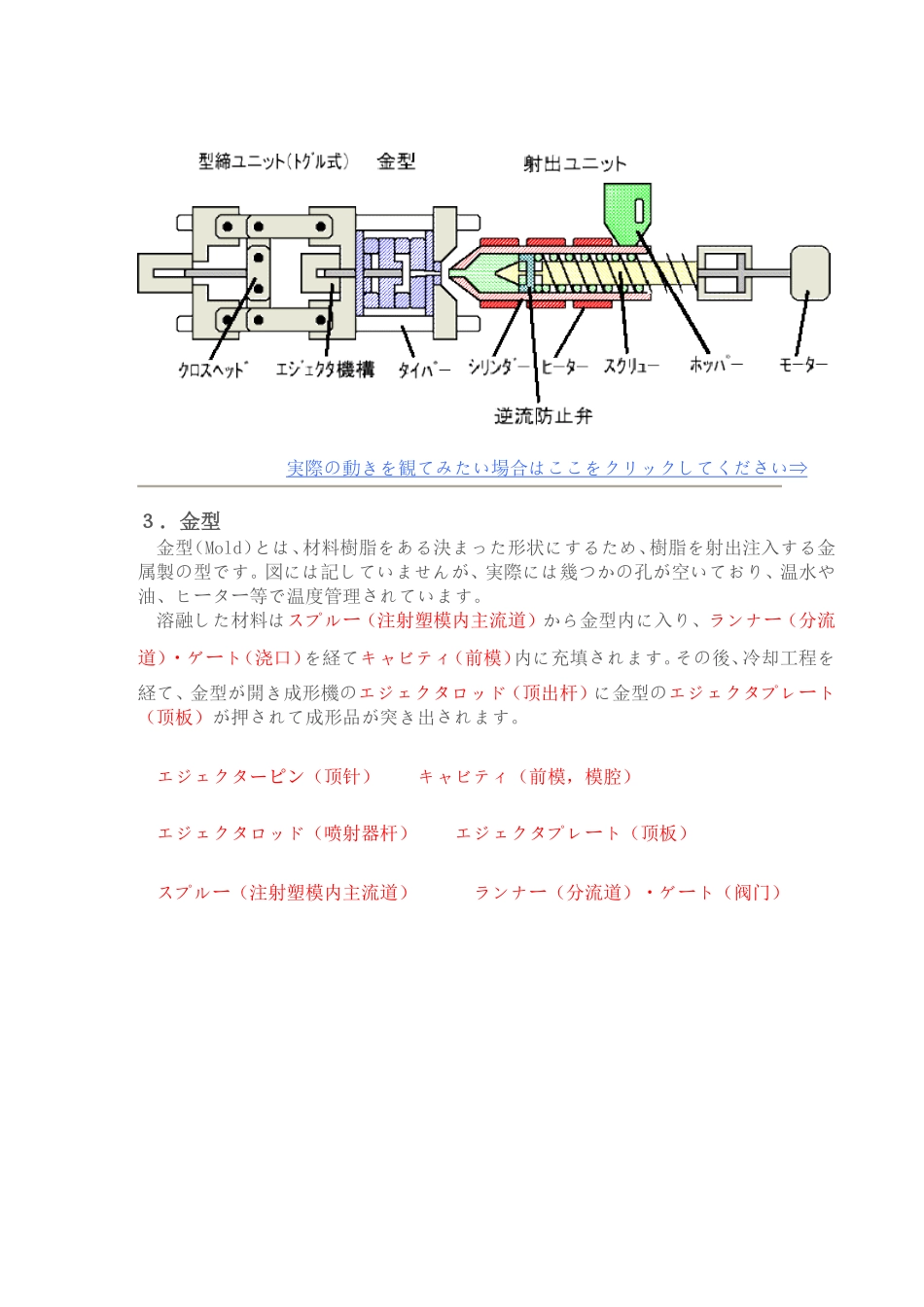
2.射出成形機射出成形機は型締ユニットと射出ユニットに分かれています
型締ユニットは金型の開閉、突き出し(エジェクター)を行い、図のようなトグル式(连杆式)と、油圧シリンダー(机筒)で直接金型を開閉する直圧式とがあります
射出ユニットは樹脂を加熱溶融させ、金型内へ射出します
スクリュー(螺杆)を回転させ、図のようにホッパー(料斗)から投入した樹脂を、スクリュー前部へ溜め(計量と呼びます)、必要樹脂量に相当するストローク(击打)溜めた後、射出します
樹脂が金型内を流動している時は、スクリューの移動速度(射出速度)を制御し、樹脂が充填された後は圧力(保圧力)で制御します
速度制御から圧力制御への切換えは、一定のスクリュー位置や一定の射出圧力に達した時に切換わるよう設定します
タイバー拉杆クロスヘッド直角解套エジェクター脱模机构シリンダー(机筒)ホッパー(料斗)スクリュー(螺杆)実際の動きを観てみたい場合はここをクリックしてください⇒3.金型金型(Mold)とは、材料樹脂をある決まった形状にするため、樹脂を射出注入する金属製の型です
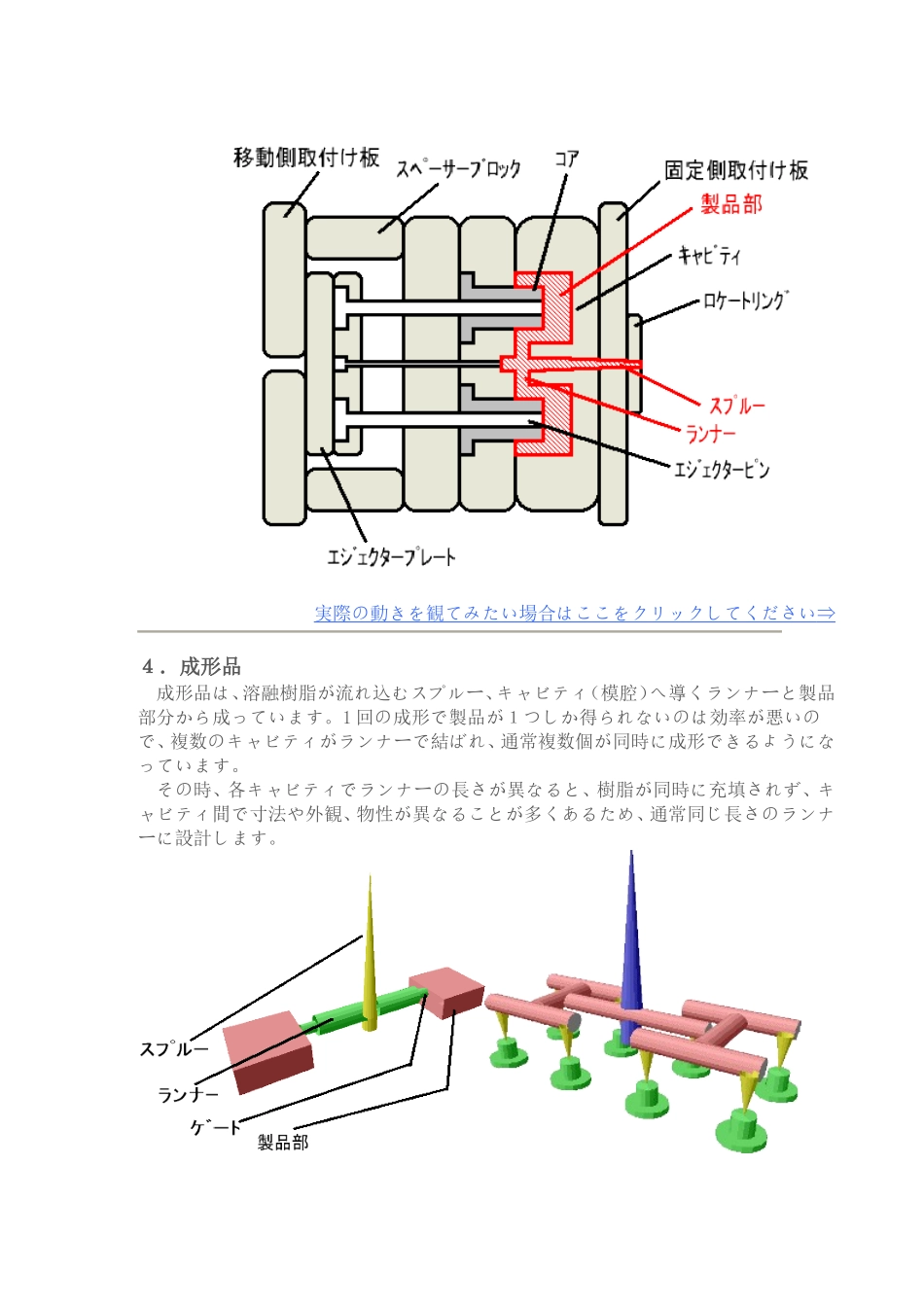
図には記していませんが、実際には幾つかの孔が空いており、温水や油、ヒーター等で温度管理されています
溶融した材料はスプルー(注射塑模内主流道)から金型内に入り、ランナー(分流道)・ゲート(浇口)を経てキャビティ(前模)内に充填されます