一维力控制机器人砂带磨削机设计*王留呆1,贠超1,彭伟1,李成群1,孙云权2(1
北京航空航天大学机器人研究所,北京100083;2
廊坊智通机器人系统有限公司,河北廊坊065001)摘要:设计了一种新型机器人砂带磨削机
使用导轨滑块机构解耦出磨削压力,借助气动比例减压阀,以及力传感器实现磨削力的控制,用变频器调节磨削速度,结合机器人扫描和工件进给速度的控制,能够很好地完成高精度磨削加工,提高了产品的加工精度和生产效率
关键词:力控制;砂带磨削机;高精度磨削中图分类号:TG596;TP242文献标识码:A文章编号:1001-2354(2008)06-0029-04航空发动机、气轮机叶片这类零件具有复杂的曲面,并且加工精度要求也很高
然而,目前大多数的生产厂家对于该类产品的精加工采用人工磨削,存在着效率低下、尺寸精度低及产品一致性差的缺点[1]
也有部分生产厂家采用机器人砂带磨削系统进行磨削,但是只能起到降低工件表面粗糙度的作用,对于产品的外形尺寸不能保证
针对这种情况开发出了一维力控制砂带磨削机,从而实现机器人在磨削过程中对磨削压力、磨削速度的控制,为实现高精度磨削提供过程控制支持,以此提高了生产效率和产品质量
1机器人磨削系统组成及对砂带磨削机的要求1
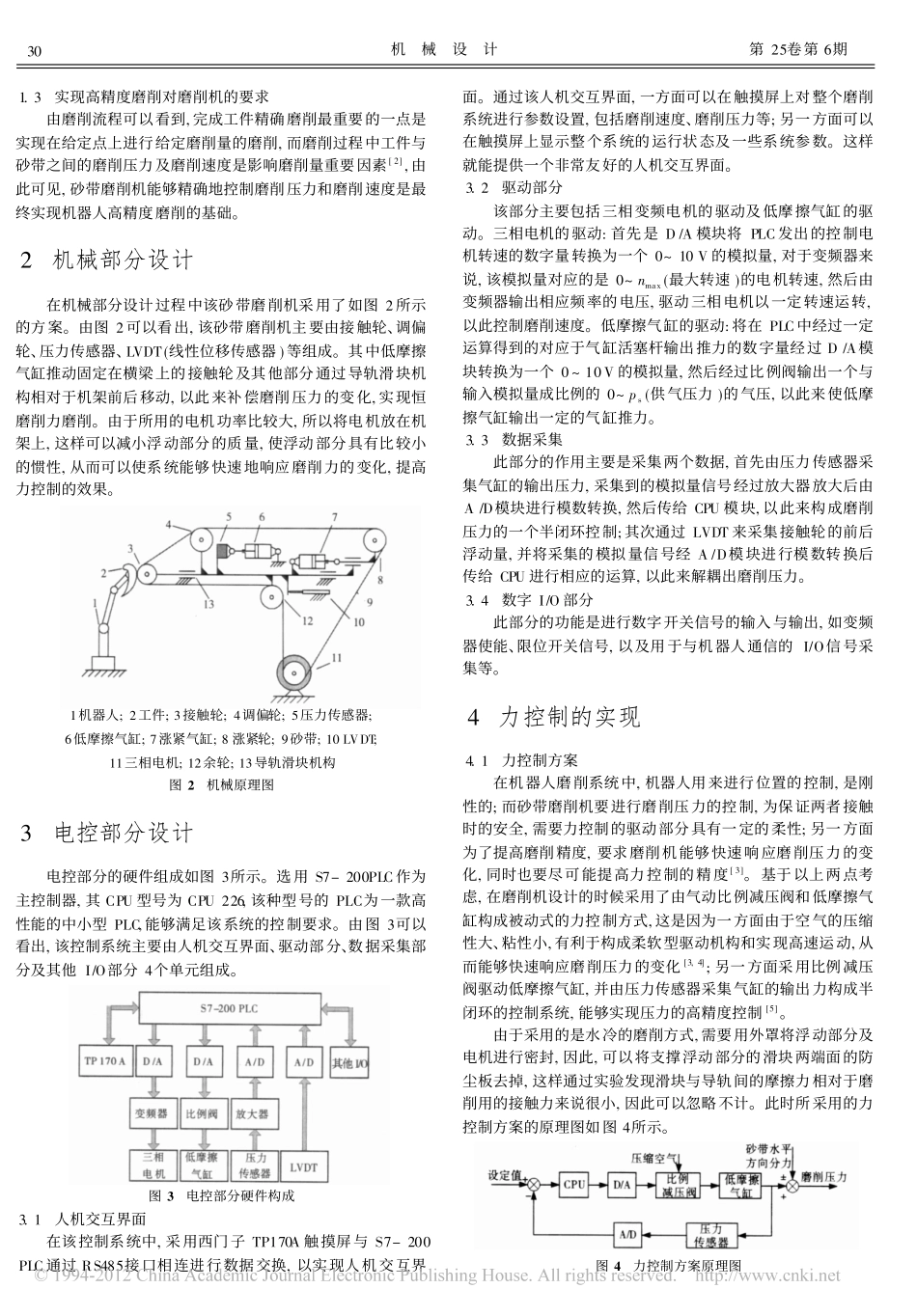
1系统组成该机器人砂带磨削系统如图1所示
由图可知,该砂带磨削系统主要由砂带磨削机、水冷系统、接触式测量仪、三维激光扫描仪(Scanner)、ABBIRB4400型机器人5部分组成
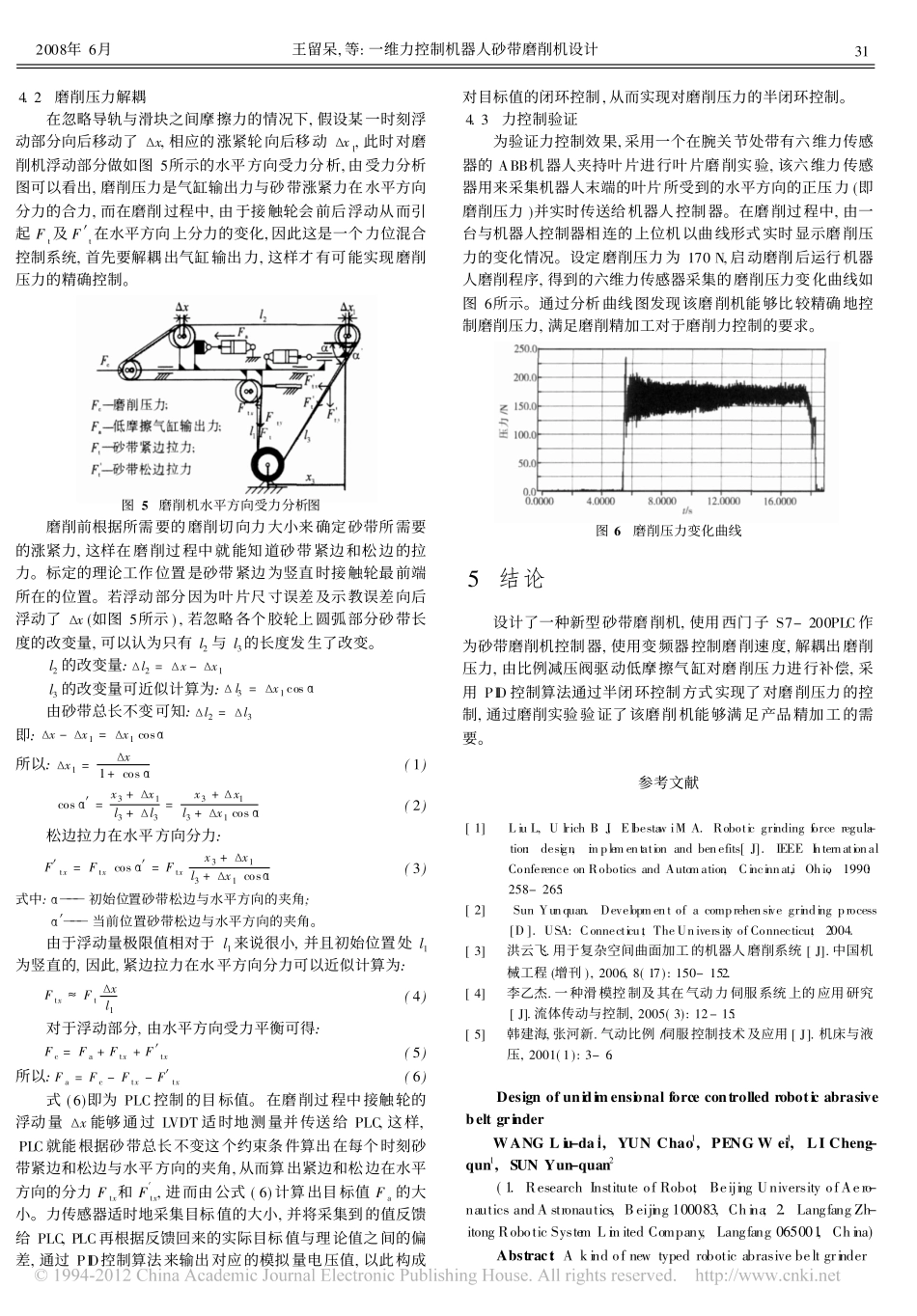
2产品磨削流程完成一个产品的磨削要经过对工具、工件装卡和标定,加工路径离线编程,通过接触式测量仪测得工件外形尺寸误差分布,从而得到一些特定点的磨削量
基于磨削知识库和特定点的磨削量来设定机器人磨削过程参数,从而实现给定点上给定磨削量的磨削,机器人自动磨削,工件卸载这一流程
1砂带磨削机;2水冷系统;3接触式测量仪4三维激光扫描仪(Scann